废气处理:RTO为什么成了化工厂的“呼吸机”?
干这行久了,每次去现场看废气处理设备,都会有种错觉——像是走进了一间巨大的外科手术室。管道交错,阀门密布,那些嗡嗡作响的风机,像极了人工心肺机。而躺在手术台上的,是整个车间的排污系统。说起来,RTO(蓄热式氧化炉)这玩意,这两年真是火得不行。火到什么程度?一个做环保设备的朋友跟我抱怨,订单排到明年,工厂三班倒都干不完。但你知道吗,很多厂子上马RTO之后,运行起来却是一地鸡毛。
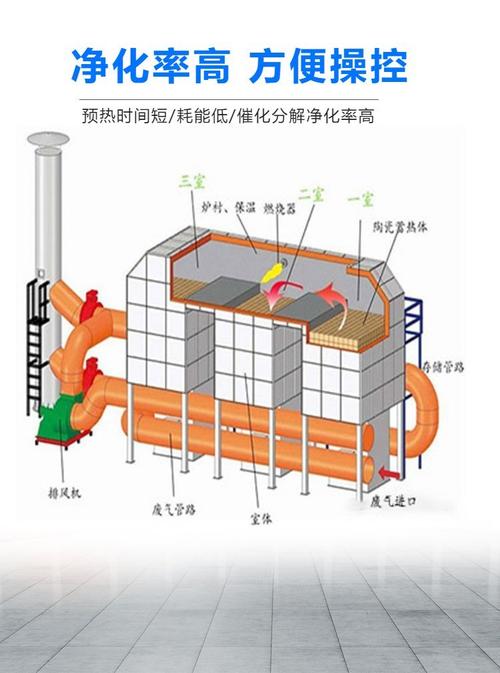 化工厂RTO蓄热式氧化炉设备图
化工厂RTO蓄热式氧化炉设备图
一、RTO不是万能药,选错就是烧钱
 一、RTO不是万能药,选错就是烧钱
一、RTO不是万能药,选错就是烧钱
去年有个精细化工的客户,废气里含氯,浓度还不低。结果销售商拍胸脯说RTO没问题,装上去三个月,蓄热陶瓷全被腐蚀,跟狗啃的一样。一套设备上千万,就这样废了。客户老板气得跳脚。我就问一句——你当初做废气分析了吗?成分复杂或者含卤素的废气,RTO根本不能直接上。预处理必须到位。喷淋塔、活性炭吸附,甚至冷凝回收,都得考虑。有些设计院出的方案,看着漂亮,实际上是把所有废气一锅烩,管你什么组分,统统送进RTO烧。烧是烧了,副产物呢?二噁英、酸性气体,万一二次污染,那不是治理,是转嫁。
说实话,RTO的核心优势是热效率高,能到95%,处理大风量、低浓度废气很划算。但前提是,工况稳定。我看过太多化工厂,生产计划一变,废气量和浓度跟着乱跳。RTO就得频繁启停,陶瓷蓄热体温度忽高忽低,寿命急剧缩短。还有那阀门,切换一秒钟,寿命几万次?哼,真正用起来,半年换一次都不稀奇。维护成本吓死人。
💡 所以,选型前,至少连续监测一周的废气数据。别信估算。什么风量、VOCs浓度、含水量、颗粒物、腐蚀性气体,缺一不可。对了,温度也是个大坑——有些废气温度高,进RTO前得降温,余热利用想得美,实际上又多了一套换热器,投资蹭蹭涨。
二、那些藏在管道里的隐形成本
说到成本,很多人只盯着设备报价。呵,太天真。一套RTO系统,运行三年的总成本,电费和天然气能占到60%以上。如果浓度不够,得天然气补燃——那简直是烧钱。我见过一个厂,VOCs浓度波动大,有时只有三四百毫克每立方米,为了维持炉温,天然气阀门就没关过,一年气费多出两百万。后来加了个沸石转轮浓缩,把废气浓度提上来再进RTO,气费降了一半。所以,有时候“抠”一点,前期多投个浓缩装置,反而更省钱。
问:RTO和RCO到底怎么选?
答:RCO是蓄热式催化氧化,催化剂在蓄热床里,起燃温度比RTO低,大概300-350℃,所以能耗更低。但是——催化剂怕中毒。硅、磷、硫、卤素,这些元素一进去,催化剂就完蛋。而且催化剂本身贵,三五年得换。如果你的废气很干净,浓度稳定,RCO运行费确实省。否则,老老实实RTO,虽然烧得温度高,但皮实。
还有个坑:压损。RTO的陶瓷蓄热体层厚一米多,加上阀门管道,整套系统压损经常在3000-5000帕。这就意味着风机功率要大。有些厂为了省点设备钱,选了小品牌,压损控制不好,风机一天多耗上千度电。一年下来,够买个小轿车了。
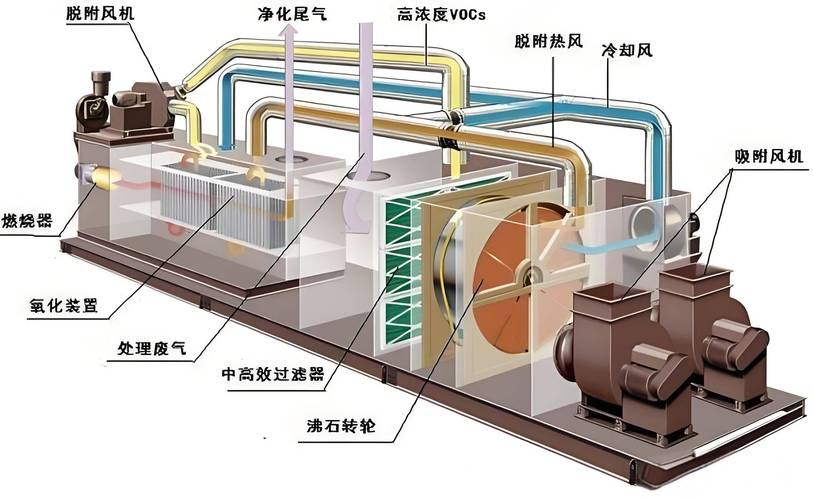 制药厂废气处理RTO系统工艺流程图
制药厂废气处理RTO系统工艺流程图
三、VOCs治理新规下,活下来的才是硬道理
这几年环保法规跟下饺子似的,一个接一个。从《挥发性有机物无组织排放控制标准》到各地更严的地标,废气排放限值一收再收。以前非甲烷总烃放120mg/m³,现在很多地方要求60,甚至20。这就逼着企业上更高效的设备。可问题是,处理效率99%的设备,到了你家可能连90%都达不到。为啥?设计、安装、调试,每一个环节都可能打折。
问:我们厂的废气风量很小,只有几千立方,上RTO不划算,有没有别的方法?
答:小风量、高浓度,可以考虑回收。比如冷凝回收,或者树脂吸附再生蒸汽脱附,回收的溶剂还能卖钱。如果成分单一,回收经济性很好。再不济,用活性炭吸附+脱附,脱附出的高浓度废气再进催化燃烧(CO)小炉子,投资省得多。关键还是看成分和浓度,别被厂家忽悠非得上大家伙。
现在有个趋势:在线监测和智能化。我参观过一个园区,十几家企业的RTO都接入了平台,运行参数、排放数据实时上传。一来环保局查,不用手忙脚乱;二来有了大数据,能提前预警故障。什么蓄热体开裂、阀门泄漏,系统自己就能报。说实话,这样搞,运维人员轻松不少。不过,投一套中控系统也得几十万。值不值?长远看,肯定值。毕竟停产一天,损失可能就够这套系统了。
写到最后,想起年初去一个老客户那里,他们的RTO用了八年,还在稳稳当当运行。车间主任跟我说,秘密就两条:严格的预处理和从不偷懒的巡检。废气处理这事儿,设备是骨头,运维是肉,管理才是魂。唉,说起来简单,做起来…...
❗ 最后提醒:千万别忽略紧急排放。有些厂RTO故障时,废气直接旁通排放,那就是违法。必须配应急活性炭箱或者其他处置设施。还有,能在线监测氧含量吗?氧含量太高,RTO会超温,甚至爆炸。安全无小事。