工业管道腐蚀有多猛?一个老工程师的血泪经验谈
干这行二十年,最怕半夜接电话。手机一响,准没好事。去年凌晨两点,一个苯加氢车间打过来,说一条稀硫酸管线漏了。我穿上衣服就往现场赶,到那边一看——304不锈钢管道,才用了八个月,管壁上直接穿孔,介质喷得到处都是。老板黑着脸问我:当初谁选的材质?我他妈就说嘛,工况里明明有微量氯离子,选304就是走钢丝。可有人不听啊,非觉得牌号高一点就保险。结果呢?差点酿成停工事故。
说实话,做管道工程,选材是命门。但真不是越贵越好。我见过一个项目,介质是常温自来水,压力也不高,设计院居然给上了双相不锈钢2205。这不是大炮打蚊子?虽然耐腐蚀有余,但成本炸裂。后来我们改成碳钢加环氧内涂,用了六年都没事。所以啊,搞管道第一步,必须把介质化学组分、温度、压力、流速、固体颗粒含量、有没有停车的干湿交替……所有这些参数摸得透透的。少分析一个,后面就等着补窟窿。
 稀硫酸管道304不锈钢穿孔泄漏现场
稀硫酸管道304不锈钢穿孔泄漏现场
选材不是查手册那么简单
 选材不是查手册那么简单
选材不是查手册那么简单
很多新手以为,翻翻材料腐蚀数据手册就万事大吉。天真。手册上的数据大多是实验室理想条件,现场完全两码事。比如氯离子导致的应力腐蚀开裂,手册可能告诉你304在80度以下、200ppm氯离子才危险。但现场呢?有残余应力、有缝隙、有微生物活动,可能50度、几十ppm就开裂了。我有次跟一个工艺工程师争得面红耳赤,他坚持说根据理论计算316L够用。我告诉他,你就等着瞧吧。结果投产四个月,焊口附近全是网状的裂纹。打脸不?后来他逢人就说经验主义害死人,我倒觉得是教条主义害死人。
选材还要考虑冲刷腐蚀。流体速度一高,尤其是弯头、三通、变径处,腐蚀速率能快好几倍。含固体颗粒的更狠,就像拿砂纸一直在磨。这时候你就得想,是加厚管壁?还是用堆焊硬质合金?或者干脆上陶瓷内衬?都不是拍脑袋的事。❗还有,如果介质里有硫化物,你选了镍基合金,搞不好会出现应力腐蚀,因为镍对硫特别敏感。
腐蚀的阴招,防不胜防
很多人以为腐蚀就是管道变薄,其实幼稚了。工业管道腐蚀花样多得吓人:点蚀像老鼠打洞,表面就一个小点,里面掏空一大块;缝隙腐蚀盯上法兰垫片接触面、螺纹根部;晶间腐蚀偷偷沿着晶界渗进去,外表光亮,一敲就碎;更别说保温层下腐蚀,管子外面包着岩棉或玻璃棉,一旦潮气进去,外表烂得一塌糊涂,你从外面看还以为是正常管道。
问:不锈钢管道的晶间腐蚀到底怎么发生的?
答:简单说,就是焊接时热影响区加热到450-850℃(敏化温度区间),碳元素跑到晶界和铬结合成碳化铬,导致晶界贫铬。晶界没了铬的保护,腐蚀介质就沿着晶界长驱直入。最怕的是,这种腐蚀在外观上几乎看不出,管道却可能突然断裂。✅解决招数:焊后重新固溶处理,或者直接选用超低碳牌号如304L、316L,还有含钛或铌的稳定化不锈钢,它们能锁住碳,不给它乱跑。
还有个被严重低估的——微生物腐蚀(MIC)。有些细菌能直接“吃”金属,或者产生酸性代谢物。这在循环水管道、消防水管道里特别常见。我曾经打开过一条服役十年的碳钢水管,内壁全是黑色的瘤状物,刮开下面全是坑。💡所以,定期加杀生剂、控制流速别让死水区滋生菌落,非常重要。
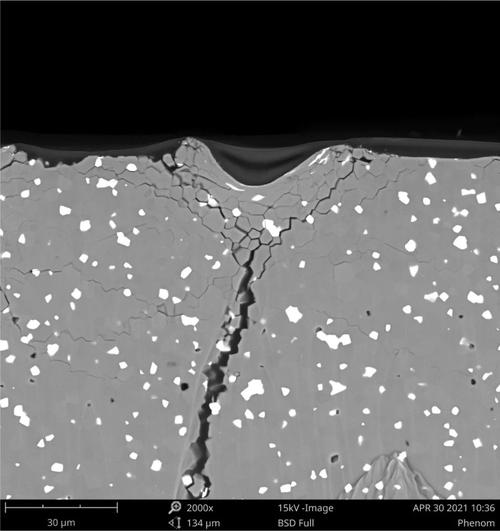
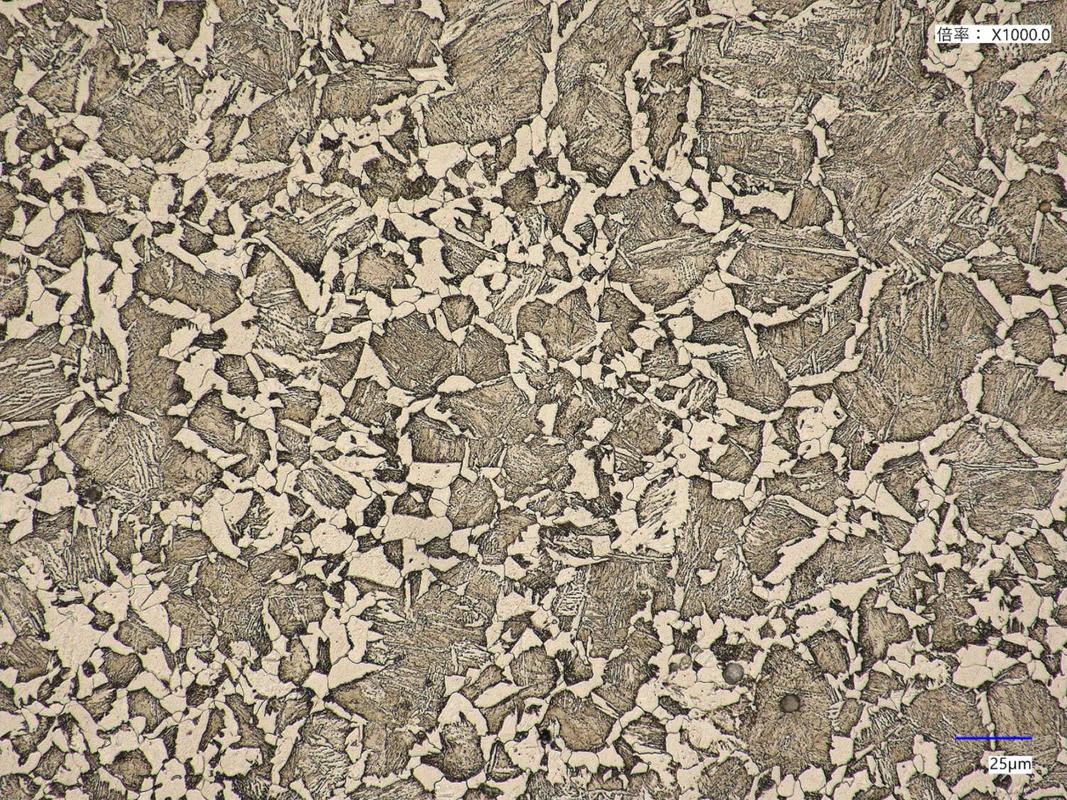 不锈钢管焊缝晶间腐蚀金相显微镜照片
不锈钢管焊缝晶间腐蚀金相显微镜照片
施工和运维里的黑洞
 施工和运维里的黑洞
施工和运维里的黑洞
就算材料选对了,施工瞎搞,全白费。我最恨那种不按规程焊接的,电流调那么大,咬边、未熔合、气孔一大堆。这些缺陷在腐蚀介质里就是首发突破口。还有法兰垫片,酸性管道给用普通橡胶垫,没几天就烂成渣。我记得零几年在一家药厂,有个安装工为了省事,拿生料带缠了缠螺纹就拧到醋酸管道上。醋酸是渗透性极强的弱酸,几周后接头全漏,整个车间酸雾弥漫,工人眼睛都睁不开。这事后来成了全厂反面教材。
问:管道试压怎么做才能不埋下腐蚀隐患?
答:试压水的水质啊,是个要命的事!特别是奥氏体不锈钢管道,如果用了高氯离子的水,试压后没彻底排空吹干,氯离子残留在低洼处,点蚀就找上门。标准要求氯离子含量不得超过25ppm。试压完立刻排水,然后用干燥洁净的压缩空气吹到露点合格。还有,如果实际介质跟水反应,那得换其它试压介质,比如氮气。别图省事抱侥幸,我见过因为试压水害得整条316L管道返修的惨案。
运维这块,很多厂还停留在肉眼巡检。太落后了。应该建立基于风险的检验(RBI),对高温、高压、高腐蚀区定点测厚,用导波、射线无损检测,甚至在线腐蚀探针。投入这点设备,比一次非计划停车造成的损失,简直九牛一毛。但有些老板就是算不过来这笔账!
新趋势与我的血泪建议
这几年,非金属管道蒸蒸日上。像玻璃钢管(FRP)在盐水、稀酸、碱液里表现极好,轻,不用防腐,但怕磕碰,不耐高温。还有高密度聚乙烯(PE)、聚丙烯(PP),解决了大量低温腐蚀问题。不过注意,塑料管道也有环境应力开裂(ESC)的问题,和某些化学品不相容,选的时候别光看耐腐蚀表,还得看做样浸泡试验。钢衬四氟(PTFE)管道堪称万能,王水都不怕,但制造工艺要求极高,衬里一旦脱胶鼓包,就等于报废。
我个人最烦的就是没人愿意做腐蚀试验。供应商给的材料数据再漂亮,也必须在你的实际介质、实际温度下做挂片,做电化学测试。没数据别瞎拍板。另外,防腐蚀是个系统工程,光靠材料不行,设计上要减小流速突变、减少死角、避免异种金属接触。施工控制焊接质量、表面处理。操作上别超温超压,定期清洗预膜。维护上及时修补涂层。少一环,整个链条就崩了。
说了这么多,都是这些年用教训换来的。化工、制药、电力、水处理……管道像工厂的血脉,出问题就是大出血。希望新人少走些弯路吧。这行,经验和敬畏心缺一不可。