工业容器:你以为的蠢重铁罐,其实是精确的工艺品
我永远忘不了那个下午。
车间里一声闷响,像巨人放了个屁——一台氢气缓冲罐的封头崩了。
碎片没飞出来,但整个罐体扭成麻花。万幸,那会儿没人在旁边。事后查原因,设计压力没算对,材料还私自代用。老板蹲在废墟边抽了半包烟,嘟囔:“不就是个铁罐子吗,至于吗?”
至于。太至于了。
容器这行,外表越傻大黑粗,内里越精密得吓人。
 压力容器封头爆炸变形实拍
搞容器,先搞懂这货到底怕什么
很多人一上来就问:这罐子能打多少压?
其实压力只是最显眼的那个参数。真正要命的,往往是介质。
氯离子,氢腐蚀,湿硫化氢应力开裂……这些东西看不见摸不着,专挑焊缝、热影响区下黑手。前年有个项目,304不锈钢储罐装稀硫酸,三个月就渗漏了。查来查去,温度偏高,氯离子浓缩,点蚀加应力腐蚀,齐活了。
所以选材的时候,别光盯着屈服强度。耐腐蚀裕量、抗氢致开裂性能,这些才是决定寿命的暗线。
设计温度?别信工艺专业给的那个“正常操作温度”。高低波动、蒸汽吹扫时的极端工况,必须留够余量。不然,就等着开车一个月,法兰泄漏,复紧到螺栓拉长也白搭。
压力容器焊缝射线检测底片
问:压力容器必须做焊后热处理吗?
答:不一定,但有一条铁律——壁厚超过32mm的碳钢低合金钢,或者有应力腐蚀风险的,必须做。PWHT(焊后热处理)主要消残余应力,还能改善焊缝组织。可有些人图省事,用锤击代替热处理?那纯粹是心理安慰。我见过一台液氨球罐没做热处理,投用两年,母材侧热影响区出现裂纹,修得脑仁疼。💡小建议:哪怕标准不强制,关键设备、低温工况的,自己主动加上PWHT。多花一天时间,省未来五年的检修成本。
问:不锈钢容器能随便用碳钢吊耳吗?
答:绝不能!这是入门级错误,但犯的人不少。碳钢污染会导致不锈钢局部贫铬,点蚀、晶间腐蚀说来就来。吊耳、垫板这些临时附件,必须用同材质或不锈钢隔离垫。拆除后还得做钝化。去年有个食品发酵罐,就因为在筒体上焊了个碳钢名牌支架,周围一圈锈斑,整罐报废。❗记住:不锈钢不是真不锈,是“不容易锈”,别作践它。
压力容器封头爆炸变形实拍
搞容器,先搞懂这货到底怕什么
很多人一上来就问:这罐子能打多少压?
其实压力只是最显眼的那个参数。真正要命的,往往是介质。
氯离子,氢腐蚀,湿硫化氢应力开裂……这些东西看不见摸不着,专挑焊缝、热影响区下黑手。前年有个项目,304不锈钢储罐装稀硫酸,三个月就渗漏了。查来查去,温度偏高,氯离子浓缩,点蚀加应力腐蚀,齐活了。
所以选材的时候,别光盯着屈服强度。耐腐蚀裕量、抗氢致开裂性能,这些才是决定寿命的暗线。
设计温度?别信工艺专业给的那个“正常操作温度”。高低波动、蒸汽吹扫时的极端工况,必须留够余量。不然,就等着开车一个月,法兰泄漏,复紧到螺栓拉长也白搭。
压力容器焊缝射线检测底片
问:压力容器必须做焊后热处理吗?
答:不一定,但有一条铁律——壁厚超过32mm的碳钢低合金钢,或者有应力腐蚀风险的,必须做。PWHT(焊后热处理)主要消残余应力,还能改善焊缝组织。可有些人图省事,用锤击代替热处理?那纯粹是心理安慰。我见过一台液氨球罐没做热处理,投用两年,母材侧热影响区出现裂纹,修得脑仁疼。💡小建议:哪怕标准不强制,关键设备、低温工况的,自己主动加上PWHT。多花一天时间,省未来五年的检修成本。
问:不锈钢容器能随便用碳钢吊耳吗?
答:绝不能!这是入门级错误,但犯的人不少。碳钢污染会导致不锈钢局部贫铬,点蚀、晶间腐蚀说来就来。吊耳、垫板这些临时附件,必须用同材质或不锈钢隔离垫。拆除后还得做钝化。去年有个食品发酵罐,就因为在筒体上焊了个碳钢名牌支架,周围一圈锈斑,整罐报废。❗记住:不锈钢不是真不锈,是“不容易锈”,别作践它。
 压力容器封头爆炸变形实拍
压力容器封头爆炸变形实拍
搞容器,先搞懂这货到底怕什么
 搞容器,先搞懂这货到底怕什么
很多人一上来就问:这罐子能打多少压?
其实压力只是最显眼的那个参数。真正要命的,往往是介质。
氯离子,氢腐蚀,湿硫化氢应力开裂……这些东西看不见摸不着,专挑焊缝、热影响区下黑手。前年有个项目,304不锈钢储罐装稀硫酸,三个月就渗漏了。查来查去,温度偏高,氯离子浓缩,点蚀加应力腐蚀,齐活了。
所以选材的时候,别光盯着屈服强度。耐腐蚀裕量、抗氢致开裂性能,这些才是决定寿命的暗线。
设计温度?别信工艺专业给的那个“正常操作温度”。高低波动、蒸汽吹扫时的极端工况,必须留够余量。不然,就等着开车一个月,法兰泄漏,复紧到螺栓拉长也白搭。
搞容器,先搞懂这货到底怕什么
很多人一上来就问:这罐子能打多少压?
其实压力只是最显眼的那个参数。真正要命的,往往是介质。
氯离子,氢腐蚀,湿硫化氢应力开裂……这些东西看不见摸不着,专挑焊缝、热影响区下黑手。前年有个项目,304不锈钢储罐装稀硫酸,三个月就渗漏了。查来查去,温度偏高,氯离子浓缩,点蚀加应力腐蚀,齐活了。
所以选材的时候,别光盯着屈服强度。耐腐蚀裕量、抗氢致开裂性能,这些才是决定寿命的暗线。
设计温度?别信工艺专业给的那个“正常操作温度”。高低波动、蒸汽吹扫时的极端工况,必须留够余量。不然,就等着开车一个月,法兰泄漏,复紧到螺栓拉长也白搭。
焊接:你以为那是缝,其实是容器的命门
搞容器的人,一提焊接就头大。不开玩笑,80%的失效都跟焊接接头有关。 咬边、未熔合、气孔、延迟裂纹……每条焊缝都得过五关斩六将。现在很多厂子用自动焊了,表面看着贼漂亮,但根部未焊透这种缺陷,靠UT(超声检测)有时都容易漏。 我之前监造一台加氢反应器,筒体环缝TOFD检测发现密集点状缺陷,位置就在根焊道。返修三次才消掉。焊工师傅憋屈啊,说参数没变啊。最后查出来,那批焊材烘干不够,扩散氢高。就离谱。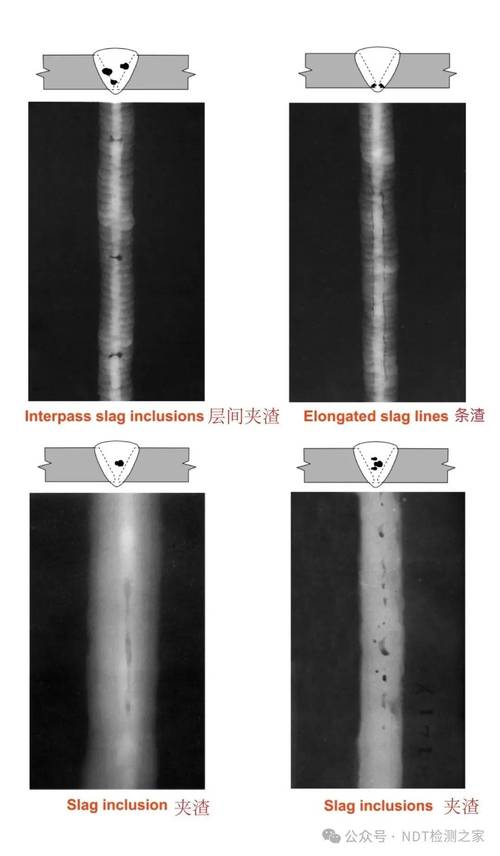 压力容器焊缝射线检测底片
问:压力容器必须做焊后热处理吗?
答:不一定,但有一条铁律——壁厚超过32mm的碳钢低合金钢,或者有应力腐蚀风险的,必须做。PWHT(焊后热处理)主要消残余应力,还能改善焊缝组织。可有些人图省事,用锤击代替热处理?那纯粹是心理安慰。我见过一台液氨球罐没做热处理,投用两年,母材侧热影响区出现裂纹,修得脑仁疼。💡小建议:哪怕标准不强制,关键设备、低温工况的,自己主动加上PWHT。多花一天时间,省未来五年的检修成本。
问:不锈钢容器能随便用碳钢吊耳吗?
答:绝不能!这是入门级错误,但犯的人不少。碳钢污染会导致不锈钢局部贫铬,点蚀、晶间腐蚀说来就来。吊耳、垫板这些临时附件,必须用同材质或不锈钢隔离垫。拆除后还得做钝化。去年有个食品发酵罐,就因为在筒体上焊了个碳钢名牌支架,周围一圈锈斑,整罐报废。❗记住:不锈钢不是真不锈,是“不容易锈”,别作践它。
压力容器焊缝射线检测底片
问:压力容器必须做焊后热处理吗?
答:不一定,但有一条铁律——壁厚超过32mm的碳钢低合金钢,或者有应力腐蚀风险的,必须做。PWHT(焊后热处理)主要消残余应力,还能改善焊缝组织。可有些人图省事,用锤击代替热处理?那纯粹是心理安慰。我见过一台液氨球罐没做热处理,投用两年,母材侧热影响区出现裂纹,修得脑仁疼。💡小建议:哪怕标准不强制,关键设备、低温工况的,自己主动加上PWHT。多花一天时间,省未来五年的检修成本。
问:不锈钢容器能随便用碳钢吊耳吗?
答:绝不能!这是入门级错误,但犯的人不少。碳钢污染会导致不锈钢局部贫铬,点蚀、晶间腐蚀说来就来。吊耳、垫板这些临时附件,必须用同材质或不锈钢隔离垫。拆除后还得做钝化。去年有个食品发酵罐,就因为在筒体上焊了个碳钢名牌支架,周围一圈锈斑,整罐报废。❗记住:不锈钢不是真不锈,是“不容易锈”,别作践它。