橡胶密封件失效分析:选对材料有多难?
说实话,做设备维护十几年,最怕的就是半夜接到电话说漏油了。跑到现场一看,又是那个该死的O型圈。橡胶件,不起眼的小东西,偏偏能让整条产线停工。你说气不气?
上个月,刚处理完一个案例。一台进口液压泵,用了不到两个月,O型圈就胀得像发泡的海绵,直接卡死阀芯。拆下来一看,维修工振振有词:“我买的可是最好的氟橡胶!” 我哭笑不得——那是 FKM,但它根本不耐这种磷酸酯液压油。很多人觉得橡胶就是橡胶,黑乎乎一块,分什么彼此。其实,橡胶材料的水深得能养鲸鱼。
橡胶不是一种材料,是千面魔王
你手里那个小小的密封圈,可能是丁腈橡胶(NBR)、氟橡胶(FKM)、三元乙丙(EPDM)、硅橡胶(VMQ)……甚至还有全氟醚(FFKM)。每一种的化学惰性、耐温区间、弹性模量都截然不同。我见过一个工厂,为了省成本,把所有 O 型圈统一换成 NBR,结果几天之内,车间弥漫着一股甜腻的怪味——那是 NBR 被某种溶剂溶胀后析出的增塑剂。那味道,闻着都头晕。
选材时,最容易被忽视的参数是压缩永久变形。它决定了密封件在长期压紧后还能不能回弹。高温下,普通 NBR 的压缩永久变形率能飙升到 80% 以上,也就是彻底瘪掉,失去密封能力。我常跟新人讲:看硬度、看拉伸强度没用,你得盯着那个小小的百分比。
 不同橡胶材料耐油耐化学性对比图表
不同橡胶材料耐油耐化学性对比图表
还有,别光看材料牌号,同一牌号不同厂家的配方差异巨大。硫化体系、填料种类,甚至防老剂的选择,都会让性能天差地别。我碰到过一批价格奇低的 FKM O 型圈,装机后三周就开始表面龟裂。检测发现,填充了太多再生胶。这种“性价比”,简直是给设备喂慢性毒药。
温度,最阴险的杀手
 温度,最阴险的杀手
温度,最阴险的杀手
温度对橡胶的影响,不是线性的。低温下,橡胶会突然变硬,失去弹性,这叫玻璃化转变。关键是,它不像金属那样有个缓冲,而是猝不及防。曾经有台北极圈附近用的阀门,设计温度 -40℃,工程师选了标准 NBR,结果 -25℃ 就开始微漏。为什么?因为 NBR 的 TR10 值(低温回缩温度)普遍在 -20℃ 到 -30℃之间,根本扛不住。后来换成氟硅橡胶(FVMQ),才解决问题。
高温就更不用说了。超过 150℃,普通 NBR 几天就会硬化、开裂;FKM 好一些,能撑到 200℃ 以上,但遇到水蒸气、胺类介质,又会快速老化。全氟醚 FFKM 倒是无敌,耐 320℃ 还几乎通吃所有化学品,可一个 O 型圈动辄几百上千,换起来心疼得滴血!
问:我的设备在 -30℃ 低温下,橡胶件变硬漏气了,选什么橡胶?
答:优先考虑硅橡胶(VMQ),它的玻璃化温度可低至 -60℃ 以下,低温弹性极佳。如果同时需要耐油,就用氟硅橡胶。但切记,硅橡胶机械强度低,不适合高压动态密封,沟槽设计要特别注意。
安装的细节,90% 的人都在犯错
即便材料选对了,安装不当一样翻车。最常见的错误:用螺丝刀直接撬 O 型圈,划出一道肉眼难见的划痕,加压后瞬间撕裂。还有润滑不当——有人随手抹点黄油,结果氟橡胶遇油脂皂基,发生龟裂。专用润滑脂的钱真不能省!
沟槽设计更是重灾区。压缩率过大,永久变形加速;过小,低压时直接泄漏。我见过一个极端例子:设计原型照搬了某个标准,却没考虑实际温度膨胀系数,热态下 O 型圈挤入间隙,被切断成好几截,碎片混入液压管路,造成更大事故。所以,静态密封一般压缩率 15%-25%,动态密封 8%-12%,但一定要结合材料硬度修正。
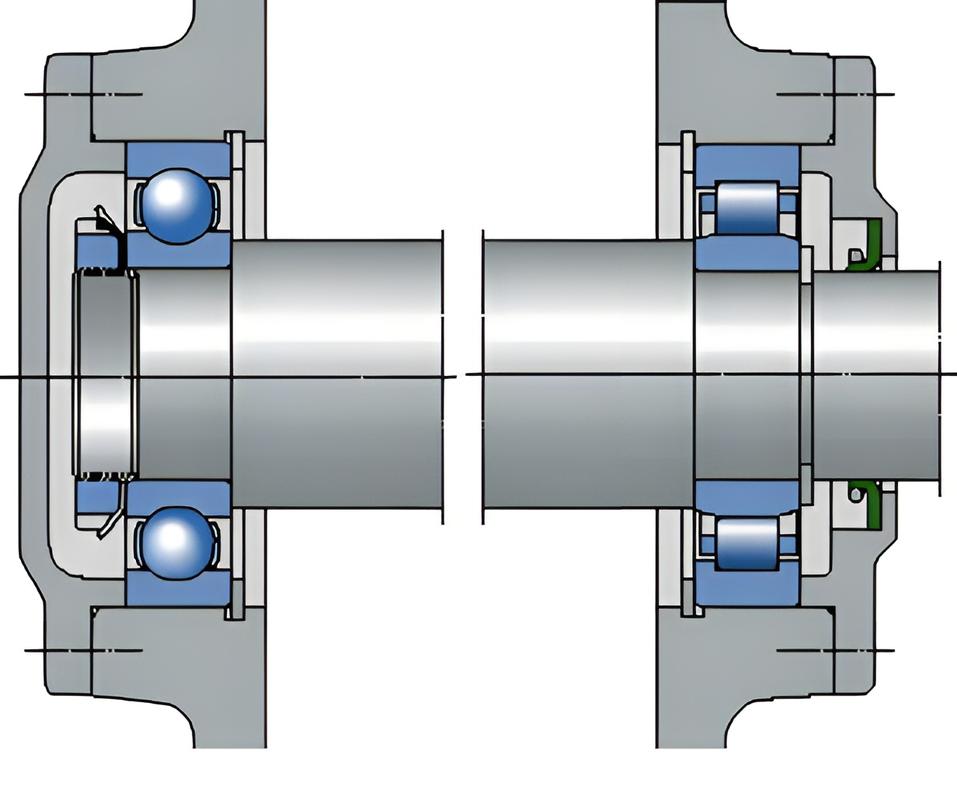
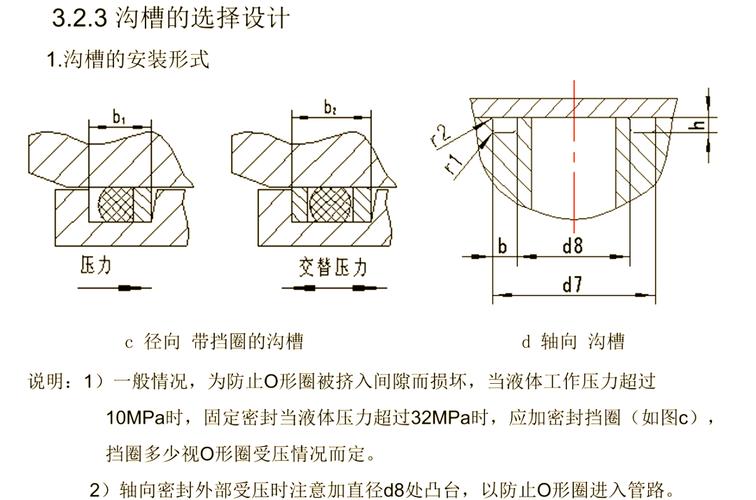 O型圈沟槽设计不当导致挤出失效示意图
O型圈沟槽设计不当导致挤出失效示意图
问:O 型圈安装时到底要不要涂润滑脂?怎么选?
答:必须涂!干装极易扭曲和损伤。润滑脂必须与橡胶材料兼容。NBR 用矿物油基润滑脂没问题,FKM 就得用氟化润滑脂,EPDM 则要避免矿物油,用硅脂。一个小口诀:极性对极性,非极性对非极性。拿不准时,先做溶胀试验。
还有一个被忽视的点:存放。橡胶怕光、怕臭氧、怕铜锰离子。很多仓库把 O 型圈随意丢在窗边,太阳晒几个月,表面已经老化发粘,还浑然不觉。正确的做法:避光、阴凉、用 PE 袋密封,远离电机等放电设备。
最后想说,橡胶件的选用,本质上是个系统工程。没有万能橡胶,只有最合适的组合。真正靠谱的选型,一定是基于介质、温度、压力、运动形式综合评估,再做小批量老化测试。别等到半夜再接到那个漏油的电话——那种心悸的感觉,一次就够了。