机器人焊接精度控制:我在车间踩过的那些坑
昨天下午,生产线又停了。不是大毛病——一台弧焊机器人连续三个焊点偏移了0.15毫米,质检直接甩过来红标警告。你看,就那0.15,肉眼根本看不出来,但三坐标一打数据全暴露。说实话,我当时心里那股火……焊接精度这个东西,差之毫厘谬以千里,真是谁干谁知道。
那该死的0.1毫米
为什么0.1毫米都那么要命?我们的产品是动力电池托盘,结构刚性要求极高,焊缝如果时不时跑偏,疲劳强度打折,后面就是一连串的召回风险。老板不懂技术,只看良品率报表,掉一个点就扣绩效。实际上,工业机器人焊接重复定位精度早就能做到±0.05毫米,可实际焊出来就是不稳定。问题出在哪儿?
我曾经以为机器人本体精度代表一切。错!大错特错!变位机间隙、工装热变形、送丝抖动、保护气体流量波动……这些变量叠加起来,末端执行器那个焊枪尖的轨迹早就不是离线编程画出来的优美曲线了。有一次我们测过,同一个程序跑十个件,焊道位置偏差能达到0.3毫米。那种挫败感——啧。
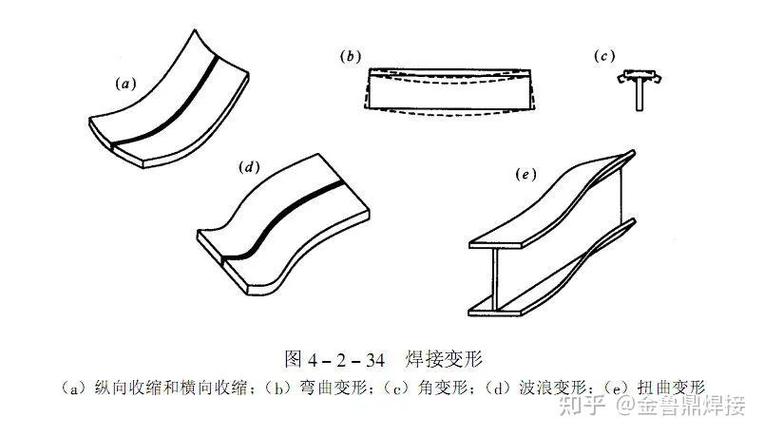 工业机器人焊接工装热变形导致轨迹偏差示意图
工业机器人焊接工装热变形导致轨迹偏差示意图
问:能不能用更贵的设备彻底解决精度问题?
答:很多人迷信高价进口设备,说实话,硬件堆到顶并不等于高枕无忧。我们试过某德系高端弧焊系统,带触点传感和电弧跟踪,报价上百万。结果呢?来料板材每批次厚度公差不一样,机器人焊枪高度补偿一旦迟滞,照样烧穿或者未熔合。关键不在你花了多少钱,而在整个工艺系统闭环控制的能力。❗
焊缝跟踪:不只是传感器的问题
这几年激光焊缝跟踪很火。激光条纹打上去,相机抓取轮廓,算法算偏移量,听起来完美。可实际用起来坑不少。飞溅、弧光、烟尘一干扰,图像质量直接崩,然后轨迹修正就开始抽疯——要么过补,要么延迟。我们技术部那帮兄弟为此不知道加了多少防护罩、改了吹气角度。
最气人的是什么?一种算法参数测下来完美,换一种接头形式又不行了。角接、搭接、坡口对接,激光条纹反射特性全变,你得给每种搭接形式单独建模型。而且有的不锈钢板表面拉丝方向不一致,反光一塌糊涂。有时候我真觉得跟踪系统是个娇气的大小姐,伺候不起。
后来我们搞了一套组合方案:激光跟踪粗定位,电弧跟踪做微调,同时把焊钳上的加速度计信号融合进去,做振动监测。振动一异常,大概率飞溅或撞枪。这个路数虽然不新鲜,但把几个廉价传感器用好,反而比单一昂贵传感器可靠得多。这就是工业的实用主义吧。
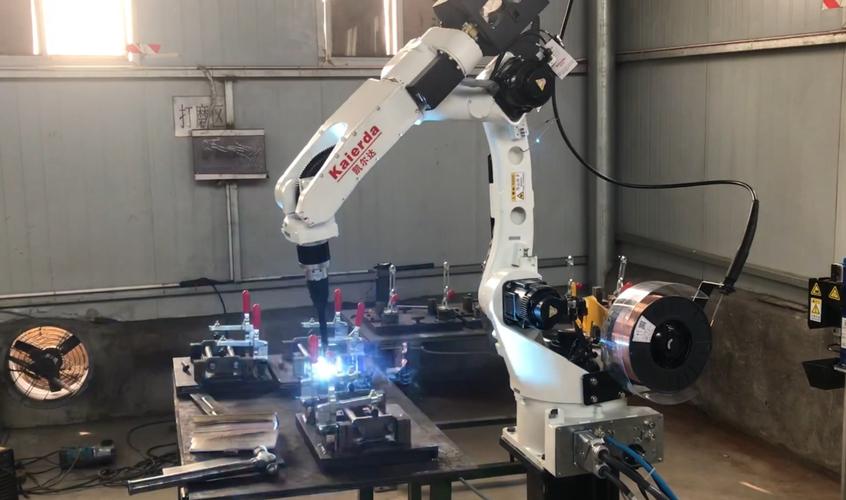 焊接机器人激光焊缝跟踪系统现场烟尘干扰实拍
焊接机器人激光焊缝跟踪系统现场烟尘干扰实拍
问:参数优化有什么技巧?是不是靠试错就够了?
答:试错是基本功,但纯靠试错会累死人。我们摸索出的方法是:先做DOE筛选关键因子,电压、电流、焊速、摆动幅度这些都是显而易见的,容易忽略的是保护气体配比和焊丝干伸长。尤其氩气+二氧化碳混合比例,差2%就能让电弧挺度不一样,直接影响熔深和背面成形。后来我们上了焊接数据采集系统,把每次焊缝的质量数据和生产参数绑定,然后用回归分析搞预测模型,调整更有方向。说实话,这中间走了半年弯路,才把模型调准。💡
参数优化的“玄学”与数据破局
焊接老师傅经常跟我说:“电流稍微大一点,熔深能进去,但飞溅多;速度提一点点,鱼鳞纹好看,可是容易咬边。”这些话都是经验,但也只可意会。年轻人哪记得住那么多。所以我们把上百条成熟工艺参数存进数据库,给每次调参打标签,慢慢弄出了一个工艺知识库。现在新来的技术员,照着推荐参数,微调两三次就能烧出合格试板。这比天天追着老师傅问快多了。
不过,数据模型也有翻车的时候。有一段时间我们焊铝硅合金,气孔率突然从1%飙升到8%,查遍参数都正常。后来偶然发现,是供应商换了铝焊丝的拉丝润滑剂,残留不一样,导致弧区内氢含量变化。这种破事儿数据根本捕捉不到,最后还是靠老师傅鼻子闻出气味不对……所以说,焊接自动化不能完全甩掉人的经验。✅
精度控制的另一个痛点是工具中心点——TCP。机器人换了焊枪或者碰撞后,必须重校TCP。我们以前用示教器手动五点法,费时且重复性不好。现在用激光TCP自动校正仪,能测出零点几毫米的偏移并自动补偿。但这玩意对环境光敏感,强光车间得加遮罩,不然照样报错。总之,细节多到让人头皮发麻。
现在行业里都在谈数字孪生焊接、AI优化。我个人看法是,别被概念忽悠,基础的机械精度管控、传感器选型、人员培训做到位,才是真正落地的东西。去年我们去德国参观一家隐形冠军工厂,人家并没有满屏酷炫大屏,而是踏踏实实把每个工装的重复定位精度做到0.02毫米,把焊接飞溅清理周期精确到小时。震撼,真的。
最后想说,搞焊接精度,就是一场和误差的持久战。别指望一招鲜吃遍天,它需要你耐得住性子,啃得下数据,听得进师傅的唠叨。这篇不聊高大上理论,全是车间里磕出来的感受。希望能帮到同样挣扎在弧光里的同仁。


![原创
西安24小时道路救援拖车-附近24小时流动补胎[距离100米]](http://p4.itc.cn/images01/20230405/d459603686774fd5ad37a77a1fe0217c.jpeg)














