锻造这活儿,真不是砸两锤子那么简单
说起来你可能不信,我上次去一个锻造厂,老远就听见“咣当咣当”的巨响,地面都在震。那种原始的冲击力……肾上腺素直接飙上来。锻造,这词听着就带劲,但你要是以为还是《铁匠马歇尔》里那种光膀子抡大锤,那可就被时代甩远了。
现在的锻造,说实话——复杂得让人头秃。前几天和一个搞工艺的兄弟喝酒,他全程吐槽:客户要求锻件精度赶上机加工了,还得轻,还得省钱。这哪是打铁,这是绣花。
问:自由锻是不是就是想怎么砸就怎么砸?
答:理论上……是。但真干起来,老师傅拿着钳子,凭感觉控制变形量,那叫一个手艺活。自由锻适合单件小批量,巨无霸零件——比如水轮机主轴,几十吨重,模锻根本塞不进。可问题来了,自由锻全靠人,精度靠眼力,余量留得跟发面馒头似的,后续加工费老劲了。
而模锻呢,简单理解就是把金属坯料塞进模膛里,像压月饼一样,强迫它成型。出来的活漂亮,尺寸精准,一致性高。汽车连杆要是用自由锻,得,一天也别想装出几台发动机。
 精密模锻汽车连杆生产现场
精密模锻汽车连杆生产现场
热锻、温锻、冷锻,温度里的玄机
温度,是锻造的魂。
热锻,最经典,金属烧到再结晶温度以上,软得像黄油,塑性好,变形阻力小。可氧化皮掉得满地都是,脱碳也烦人。表面质量糙,全靠后续收拾。
冷锻呢?室温下干!精度吓人,表面光洁度直接能当镜子用,强度还提高一截——加工硬化这玩意有时候挺可爱。但!模具寿命短得叫人肉疼,一个硬质合金冲头,可能干几千件就崩了。适合小件,大批量,比如紧固件,螺栓螺母,冷镦机劈里啪啦,一分钟上百个,看着解压。
温锻就折中,加热到几百度,既没那么容易氧化,又比冷锻省力。精锻齿轮常用这招,齿形直接锻出来,不用切齿!想想省了多少工时?
问:锻造时温度控制不好,最惨的后果是什么?
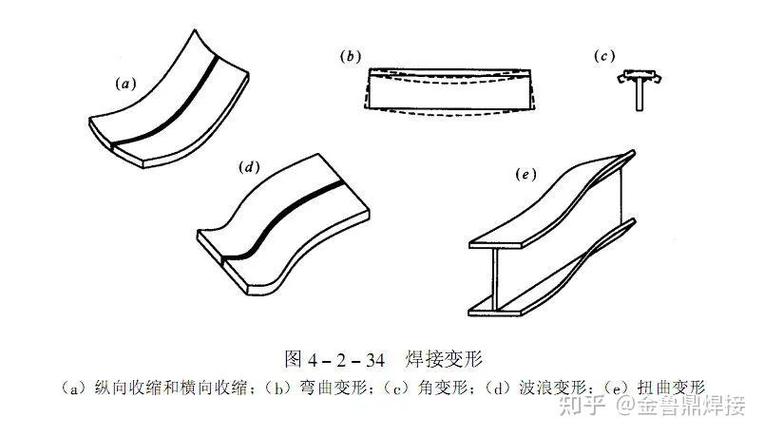
答:过热、过烧,晶粒粗大,甚至晶界熔化,一锤下去直接裂给你看。或者终锻温度太低,产生冷作硬化,裂纹冒出来,整个锻件报废。更恶心的是内部裂纹,表面看不出,等精加工到尺寸了,裂纹露头,想死的心都有。所以现在都上红外测温,闭环控制,加热炉内几段温区,精确到±10℃,人的经验再牛,也干不过传感器。
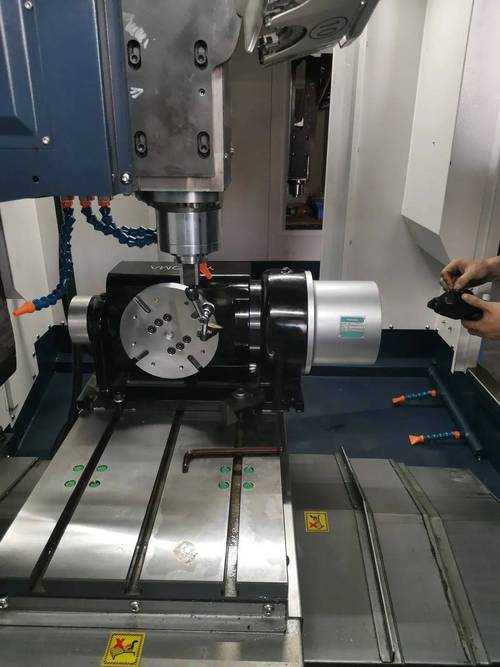
现在有招儿了:模具冷却系统设计优化,弄出随形冷却水道,3D打印打出模具镶块,内部水路贴着型腔走,冷却效率翻倍。但贵啊,一个镶块十几万,中小企业砸锅卖铁。
3D打印随形冷却热锻模具
不过话说回来,精密锻造对模具依赖更深。闭式模锻,无飞边锻造,那模具闭合高度控制得微米级,设备刚度不够直接胀模。还有等温锻造,模具和坯料保持同一高温,慢速压缩,专干钛合金、高温合金叶片,航空发动机里那一片片难啃的骨头。
问:锻造企业现在招人是不是特别难?
答:难!年轻人谁想去车间听噪音、吸油烟?但说实话,智能化改造后,很多岗位已经变成监控屏幕、操作机械手臂。会编程、懂仿真的锻压工程师,年薪开到30万还抢不到。模拟软件像Deform、Simufact,输入参数,能预测金属流动、缺陷、载荷,甚至模具应力,这玩意比老法师的直觉靠谱。老法师退休一个少一个,数字化才是出路。
再聊点新鲜的。轻量化逼的——铝合金锻造在新能源车上疯了,控制臂、转向节,铝锻件替代铁疙瘩,减重30%以上。但铝合金粘模,塑性差,锻造窗口窄,热导率高,模具寿命更惨,全靠润滑和涂层撑着。还有镁合金,更娇气,易燃,锻造时得用惰性气体保护,成本飙上天。
粉末锻造也冒头了。把金属粉末压成预制坯,烧结后锻打,搞出致密件,性能均匀,粉末高速钢的刀具坯料就这么干。听说还有半固态锻造,金属半熔融状态,像冰淇淋一样,流变充型,能做出超复杂形状,这技术要是成熟了,压铸估计要抖三抖。
越说越远。总之,锻造这行当,自古就是“趁热打铁”,可今天的“趁热”靠的是传感器、算法、仿真,不是肉身感知。哪天AI能自动调工艺参数,估计我朋友又得找我喝酒——这次是庆祝失业还是转行,谁知道呢。
对了,最后提醒一句:看锻件质量,别光盯着尺寸,流线才是灵魂。沿着外形连续分布的锻造流线,切断它等于切断骨骼,强度骤降。懂行的看见车床切断了流线,得跳脚骂娘。
现在的锻造,说实话——复杂得让人头秃。前几天和一个搞工艺的兄弟喝酒,他全程吐槽:客户要求锻件精度赶上机加工了,还得轻,还得省钱。这哪是打铁,这是绣花。
自由锻?模锻?别再傻傻分不清
先来个灵魂拷问:你分得清自由锻和模锻吗?问:自由锻是不是就是想怎么砸就怎么砸?
答:理论上……是。但真干起来,老师傅拿着钳子,凭感觉控制变形量,那叫一个手艺活。自由锻适合单件小批量,巨无霸零件——比如水轮机主轴,几十吨重,模锻根本塞不进。可问题来了,自由锻全靠人,精度靠眼力,余量留得跟发面馒头似的,后续加工费老劲了。
而模锻呢,简单理解就是把金属坯料塞进模膛里,像压月饼一样,强迫它成型。出来的活漂亮,尺寸精准,一致性高。汽车连杆要是用自由锻,得,一天也别想装出几台发动机。
 精密模锻汽车连杆生产现场
精密模锻汽车连杆生产现场
热锻、温锻、冷锻,温度里的玄机
 热锻、温锻、冷锻,温度里的玄机
温度,是锻造的魂。
热锻,最经典,金属烧到再结晶温度以上,软得像黄油,塑性好,变形阻力小。可氧化皮掉得满地都是,脱碳也烦人。表面质量糙,全靠后续收拾。
冷锻呢?室温下干!精度吓人,表面光洁度直接能当镜子用,强度还提高一截——加工硬化这玩意有时候挺可爱。但!模具寿命短得叫人肉疼,一个硬质合金冲头,可能干几千件就崩了。适合小件,大批量,比如紧固件,螺栓螺母,冷镦机劈里啪啦,一分钟上百个,看着解压。
热锻、温锻、冷锻,温度里的玄机
温度,是锻造的魂。
热锻,最经典,金属烧到再结晶温度以上,软得像黄油,塑性好,变形阻力小。可氧化皮掉得满地都是,脱碳也烦人。表面质量糙,全靠后续收拾。
冷锻呢?室温下干!精度吓人,表面光洁度直接能当镜子用,强度还提高一截——加工硬化这玩意有时候挺可爱。但!模具寿命短得叫人肉疼,一个硬质合金冲头,可能干几千件就崩了。适合小件,大批量,比如紧固件,螺栓螺母,冷镦机劈里啪啦,一分钟上百个,看着解压。温锻就折中,加热到几百度,既没那么容易氧化,又比冷锻省力。精锻齿轮常用这招,齿形直接锻出来,不用切齿!想想省了多少工时?
问:锻造时温度控制不好,最惨的后果是什么?
答:过热、过烧,晶粒粗大,甚至晶界熔化,一锤下去直接裂给你看。或者终锻温度太低,产生冷作硬化,裂纹冒出来,整个锻件报废。更恶心的是内部裂纹,表面看不出,等精加工到尺寸了,裂纹露头,想死的心都有。所以现在都上红外测温,闭环控制,加热炉内几段温区,精确到±10℃,人的经验再牛,也干不过传感器。
模具,锻造业心里永远的痛
说到模具,搞锻造的能跟你吐槽三天三夜。热锻模具,工作环境恶劣得不像话:高温、高压、急冷急热,表面还要受金属流动的摩擦。什么H13钢,什么3Cr2W8V,早期进口的,后来国产的,寿命就是上不去。表面处理技术上了又上——渗氮、碳氮共渗、激光熔覆——还是总在非正常失效。龟裂、磨损、塑性变形,一旦模具废了,产线停摆,老板血压飙升。现在有招儿了:模具冷却系统设计优化,弄出随形冷却水道,3D打印打出模具镶块,内部水路贴着型腔走,冷却效率翻倍。但贵啊,一个镶块十几万,中小企业砸锅卖铁。
 3D打印随形冷却热锻模具
3D打印随形冷却热锻模具
不过话说回来,精密锻造对模具依赖更深。闭式模锻,无飞边锻造,那模具闭合高度控制得微米级,设备刚度不够直接胀模。还有等温锻造,模具和坯料保持同一高温,慢速压缩,专干钛合金、高温合金叶片,航空发动机里那一片片难啃的骨头。
问:锻造企业现在招人是不是特别难?
答:难!年轻人谁想去车间听噪音、吸油烟?但说实话,智能化改造后,很多岗位已经变成监控屏幕、操作机械手臂。会编程、懂仿真的锻压工程师,年薪开到30万还抢不到。模拟软件像Deform、Simufact,输入参数,能预测金属流动、缺陷、载荷,甚至模具应力,这玩意比老法师的直觉靠谱。老法师退休一个少一个,数字化才是出路。
再聊点新鲜的。轻量化逼的——铝合金锻造在新能源车上疯了,控制臂、转向节,铝锻件替代铁疙瘩,减重30%以上。但铝合金粘模,塑性差,锻造窗口窄,热导率高,模具寿命更惨,全靠润滑和涂层撑着。还有镁合金,更娇气,易燃,锻造时得用惰性气体保护,成本飙上天。
粉末锻造也冒头了。把金属粉末压成预制坯,烧结后锻打,搞出致密件,性能均匀,粉末高速钢的刀具坯料就这么干。听说还有半固态锻造,金属半熔融状态,像冰淇淋一样,流变充型,能做出超复杂形状,这技术要是成熟了,压铸估计要抖三抖。
越说越远。总之,锻造这行当,自古就是“趁热打铁”,可今天的“趁热”靠的是传感器、算法、仿真,不是肉身感知。哪天AI能自动调工艺参数,估计我朋友又得找我喝酒——这次是庆祝失业还是转行,谁知道呢。
对了,最后提醒一句:看锻件质量,别光盯着尺寸,流线才是灵魂。沿着外形连续分布的锻造流线,切断它等于切断骨骼,强度骤降。懂行的看见车床切断了流线,得跳脚骂娘。