自动化:别让机器人成为车间里最聪明的家伙
上周去东莞一家汽配厂,产线主管老刘拉住我,指着刚上的一套机械臂,眼神里全是焦虑。“说好的全自动,结果现在停机比干活时间还长。” 我看了眼监控屏——报警代码闪烁,机械臂悬在半空,像只迷路的钢铁巨兽。这就是真实的自动化现场,远不是PPT里那条平滑向上的曲线。
 工业机器人停机报警画面
工业机器人停机报警画面
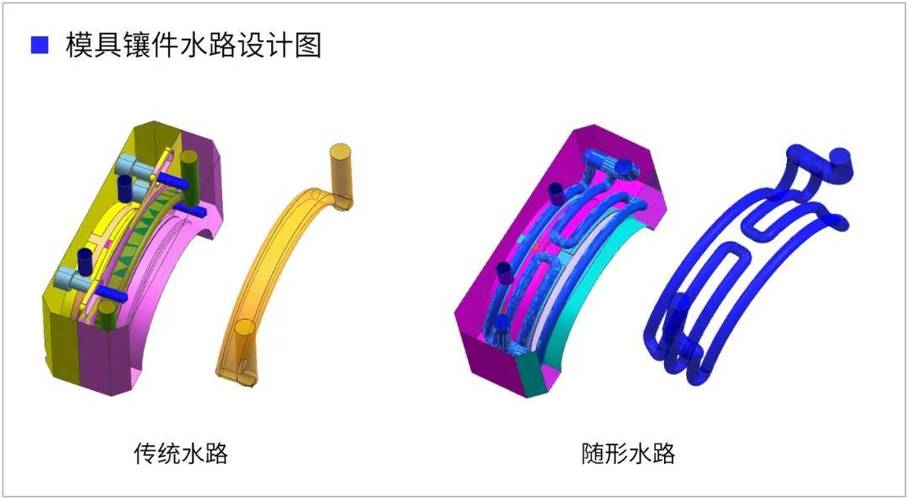
自动化的本质是生产关系的重构,不是简单的减员增效。 上个月浙江一家注塑厂,花三百万买了六轴机器人做取件,结果呢?模具顶针总是断裂,机器人抓手力度过猛把成品捏变形,产线三天两头停。问他们工艺工程师在哪?老板挠头:那小子离职了,现在招不到人。你看,问题不在机器,在有没有人懂怎么“伺候”这堆精密铁块。
问:不是说自动化能省人力、提效率吗?为什么反而停机更多?
答:哈哈,这个问题太经典了。很多老板以为买回设备就是终点,其实自动化更像养了个赛级斗牛犬——需要专业驯养员,也就是能看代码、调参数、做预防维护的工程师。我们有个客户,上了自动冲压线,模具切换总是卡住,最后算下来,产能还不如原来半自动的高。因为没人真的懂那套预设程序。设备供应商来调试完就走,留下一堆让车间主任发懵的英文手册。你说停机多不多?更糟的是,有些厂为了“看上去先进”,在工位上强行塞AGV小车,结果通道堵塞,人工搬运反而更快,简直黑色幽默。
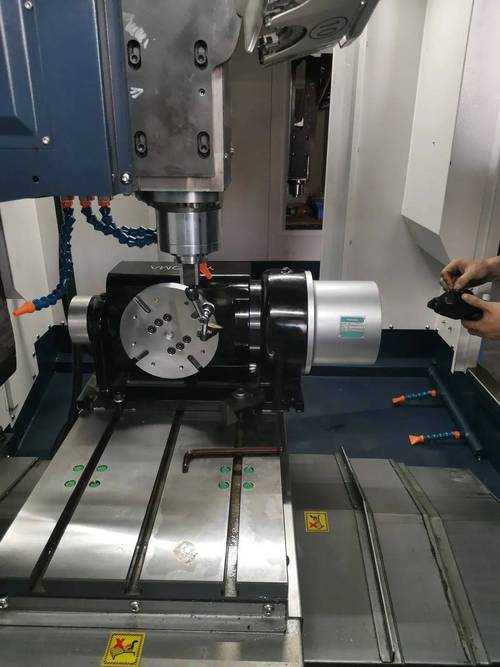
工业物联网数据采集老旧设备改造现场
更头疼的是老设备改造。很多厂还有九十年代的机床,连通讯接口都没有,怎么取数据?有人加装电流互感器推算运行状态,有人用振动传感器间接判断——全是土办法,但有效。不过话说回来,不是所有数据都值得采。有个做紧固件的朋友,听信专家建议搞了全套数字孪生,投了六十万,最后发现最关键的指标其实就是模具寿命和原材料硬度波动。他把那些花哨的看板全关了,专心用Excel做SPC控制,不良率直接降了三个点。
问:小厂没钱上MES和高级分析,怎么玩数据自动化?
答:别被那些大厂案例带偏了。你可以先从设备OEE抓起,用几百块的树莓派加个霍尔传感器,抓取冲床的冲压次数和停机时间,数据扔到Excel做透视表。什么黑灯工厂、数字孪生,那是星辰大海,你先把水循环搞好行不行?我就见过一个螺丝厂,靠这招把利用率从60%提到了85%,没花什么钱。关键在持续改善,不是一次性交钥匙工程。数据自动化真正的门槛不在技术,在管理者有没有决心每天看真实数据、追问根本原因——可大多数人更愿意相信那个看起来漂亮的报表,不是吗?
人,才是自动化最后的拼图
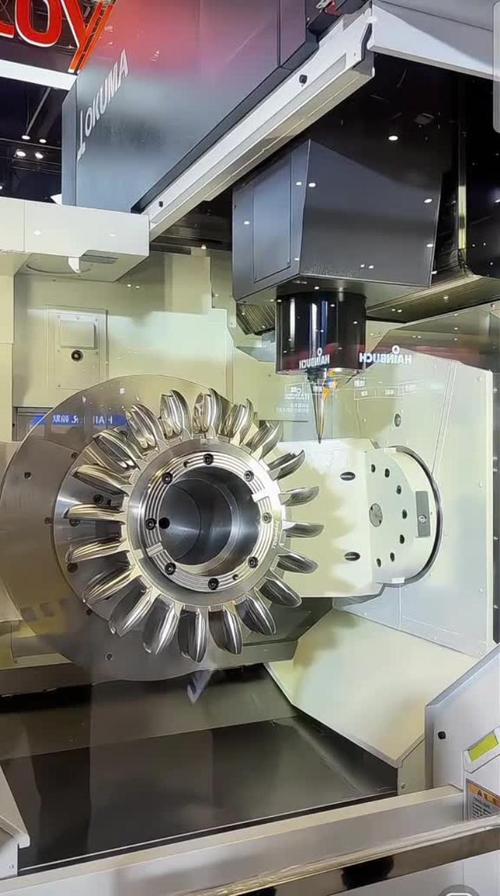
去年德国汉诺威工博会,我看到最震撼的不是某家巨头的AI机器人,而是一个小展台:协作机械臂配合学徒工完成精密装配,动作不快,但出错时能主动停顿提示。这让我想起丰田一直强调的“自働化”——带人字旁的动。自动化不是把人赶出工厂,而是让人做更有价值的事:异常处理、工艺优化、创新改进。
可现在好多厂走进极端。要么彻底不信任人,用自动化系统锁死所有操作,导致操作工遇到意外只能干瞪眼;要么完全依赖人的经验,老师傅一走,产线立马趴窝。聪明的做法是什么?建立人机协作的柔性模式。比如青岛一家焊接工厂,他们用视觉引导系统辅助焊工,烟尘大、工况恶劣的地方让机器人上,复杂焊缝保留人工,老师傅通过AR眼镜远程指导新人。产能提升了40%,工伤率降为零。这才是自动化该有的样子——工具为人服务,不是人围着工具转。
问:自动化搞起来后,一线工人怎么办?全部下岗吗?
答:这个问题扎心,但必须面对。确实有些重复性岗位会消失,但更多新岗位会诞生。比如机器人维护技师、数据分析员、自动化集成工程师。关键是技能迁移。我认识一个冲压操作工,只有中专学历,但肯钻研,跟着设备供应商学编程,现在成了工厂自动化推进的骨干,工资翻两番。他跟我说,以前担心机器抢饭碗,现在觉得机器像徒弟,得教它怎么干活。当然,这需要企业和社会的培训支持,不能光把人推出去不管。最怕的是管理层一边上自动化,一边对老员工喊“不爱干就走”,那才是灾难——既丢了人心,又没人真正会用那些新设备,最后花几百万买来的系统吃灰。
自动化这条路,没有终点,只有不断修补的bug和突然顿悟的凌晨三点。你准备好被折腾了吗?
 工业机器人停机报警画面
工业机器人停机报警画面
“无人车间”的诱惑与幻觉
说实话,这些年我看过太多被“黑灯工厂”概念冲昏头脑的老板。他们以为自动化就是把工人换成机器,灯一关,钱就哗哗流进来。醒醒吧。自动化的本质是生产关系的重构,不是简单的减员增效。 上个月浙江一家注塑厂,花三百万买了六轴机器人做取件,结果呢?模具顶针总是断裂,机器人抓手力度过猛把成品捏变形,产线三天两头停。问他们工艺工程师在哪?老板挠头:那小子离职了,现在招不到人。你看,问题不在机器,在有没有人懂怎么“伺候”这堆精密铁块。
问:不是说自动化能省人力、提效率吗?为什么反而停机更多?
答:哈哈,这个问题太经典了。很多老板以为买回设备就是终点,其实自动化更像养了个赛级斗牛犬——需要专业驯养员,也就是能看代码、调参数、做预防维护的工程师。我们有个客户,上了自动冲压线,模具切换总是卡住,最后算下来,产能还不如原来半自动的高。因为没人真的懂那套预设程序。设备供应商来调试完就走,留下一堆让车间主任发懵的英文手册。你说停机多不多?更糟的是,有些厂为了“看上去先进”,在工位上强行塞AGV小车,结果通道堵塞,人工搬运反而更快,简直黑色幽默。
数据是新时代的石油,但大部分工厂在漏油
自动化离不开数据采集,对吧?传感器装了一堆,协议五花八门,车间网络三天两头掉线,数据要么不完整要么全是噪声。 上个月去苏州一家电子厂,他们MES系统跑出来的报表,显示某台贴片机利用率99.9%,老板高兴得差点发奖金。结果现场一查,传感器在设备待机时仍计为“工作”,实际利用率不到70%。这就是垃圾进垃圾出。 工业物联网数据采集老旧设备改造现场
工业物联网数据采集老旧设备改造现场
更头疼的是老设备改造。很多厂还有九十年代的机床,连通讯接口都没有,怎么取数据?有人加装电流互感器推算运行状态,有人用振动传感器间接判断——全是土办法,但有效。不过话说回来,不是所有数据都值得采。有个做紧固件的朋友,听信专家建议搞了全套数字孪生,投了六十万,最后发现最关键的指标其实就是模具寿命和原材料硬度波动。他把那些花哨的看板全关了,专心用Excel做SPC控制,不良率直接降了三个点。
问:小厂没钱上MES和高级分析,怎么玩数据自动化?
答:别被那些大厂案例带偏了。你可以先从设备OEE抓起,用几百块的树莓派加个霍尔传感器,抓取冲床的冲压次数和停机时间,数据扔到Excel做透视表。什么黑灯工厂、数字孪生,那是星辰大海,你先把水循环搞好行不行?我就见过一个螺丝厂,靠这招把利用率从60%提到了85%,没花什么钱。关键在持续改善,不是一次性交钥匙工程。数据自动化真正的门槛不在技术,在管理者有没有决心每天看真实数据、追问根本原因——可大多数人更愿意相信那个看起来漂亮的报表,不是吗?
人,才是自动化最后的拼图
 人,才是自动化最后的拼图
去年德国汉诺威工博会,我看到最震撼的不是某家巨头的AI机器人,而是一个小展台:协作机械臂配合学徒工完成精密装配,动作不快,但出错时能主动停顿提示。这让我想起丰田一直强调的“自働化”——带人字旁的动。自动化不是把人赶出工厂,而是让人做更有价值的事:异常处理、工艺优化、创新改进。
人,才是自动化最后的拼图
去年德国汉诺威工博会,我看到最震撼的不是某家巨头的AI机器人,而是一个小展台:协作机械臂配合学徒工完成精密装配,动作不快,但出错时能主动停顿提示。这让我想起丰田一直强调的“自働化”——带人字旁的动。自动化不是把人赶出工厂,而是让人做更有价值的事:异常处理、工艺优化、创新改进。可现在好多厂走进极端。要么彻底不信任人,用自动化系统锁死所有操作,导致操作工遇到意外只能干瞪眼;要么完全依赖人的经验,老师傅一走,产线立马趴窝。聪明的做法是什么?建立人机协作的柔性模式。比如青岛一家焊接工厂,他们用视觉引导系统辅助焊工,烟尘大、工况恶劣的地方让机器人上,复杂焊缝保留人工,老师傅通过AR眼镜远程指导新人。产能提升了40%,工伤率降为零。这才是自动化该有的样子——工具为人服务,不是人围着工具转。
问:自动化搞起来后,一线工人怎么办?全部下岗吗?
答:这个问题扎心,但必须面对。确实有些重复性岗位会消失,但更多新岗位会诞生。比如机器人维护技师、数据分析员、自动化集成工程师。关键是技能迁移。我认识一个冲压操作工,只有中专学历,但肯钻研,跟着设备供应商学编程,现在成了工厂自动化推进的骨干,工资翻两番。他跟我说,以前担心机器抢饭碗,现在觉得机器像徒弟,得教它怎么干活。当然,这需要企业和社会的培训支持,不能光把人推出去不管。最怕的是管理层一边上自动化,一边对老员工喊“不爱干就走”,那才是灾难——既丢了人心,又没人真正会用那些新设备,最后花几百万买来的系统吃灰。
自动化这条路,没有终点,只有不断修补的bug和突然顿悟的凌晨三点。你准备好被折腾了吗?