铸件质量控制的那些坑:一位老工程师的实战笔记
上周,车间又报废了一批壳体铸件。气孔,密密麻麻的气孔。我盯着那堆废铁,心里骂了句脏话——这事儿,干了二十年还是没完没了。铸件这东西,看似粗犷,实际上娇气得要命。
那天夜班,熔炼工老张跑来找我,一脸委屈:‘温度没错啊,型砂也换了新的,怎么还出气孔?’ 我拍了拍他肩膀,点根烟,指了指角落里的生铁料。看,这表面锈蚀的,不处理直接熔炼,能不带气进去?
气孔,永远的痛
说实话,气孔是铸件最烦人的缺陷之一。它不像热裂纹那么致命,但总在你放松警惕时冒出来,像打地鼠。砂型铸造里,气孔尤其常见。型砂含水量高、排气通道堵塞、浇注系统设计不合理,铁水一冲,气体就被困在金属里,冷却后留下空洞。有时候你调了浇注温度,改了排气塞位置,结果——还是冒气孔!真让人崩溃。
 砂型铸造铸件气孔缺陷实物照片
砂型铸造铸件气孔缺陷实物照片
后来我慢慢悟了:很多时候,问题不在工艺,而在原材料。生铁、废钢含气量高,除气不彻底,再好的工艺也白搭。另外,浇包烘干不到位,铁水二次吸气,也是隐藏的坑。现在每批料我们都用光谱仪抽检,发现含气量超标的,直接拒收。虽然供应商不高兴,但总比成批报废强。❗
你问我答:实战中的困惑
 你问我答:实战中的困惑
你问我答:实战中的困惑
问:铸件内部缺陷怎么快速检测?
答:别只会用X光,那玩意儿效率低,而且只能看个大概。现在很多大厂上工业CT,三维成像,缩孔缩松分布看得一清二楚,连裂纹方向都能分析。贵是真贵,一台几百万,小厂扛不住。但可以找第三方检测啊,按件收费,关键件少不了。便宜方案也有——超声波探伤,搞定大部分问题。前提是,操作员得练过,不然噪声都能看成缺陷。💡
问:铸件缩松和缩孔到底怎么区分?
答:简单说,缩孔是大窟窿,肉眼可见,常在最后凝固的厚大部位;缩松是细小分散的微孔群,像海绵,割开才看得到。本质都一样,补缩不良。解决思路?改进浇冒口设计,让铸件顺序凝固,厚大部位用冷铁强制冷却。实在不行,换精密铸造,压力结晶能压实微小缩松。不过话说回来,没有万能药,得反复试。
问:如何减少铸件变形?
答:哎,变形更头疼!结构不对称,冷却不均匀就翘曲。调整方向一是铸造工艺上设拉筋、反变形量;二是热处理时用工装夹持。我们做过一个长薄壁件,开始没拉筋,出来弯成香蕉。后来加了拉筋,去应力退火后切除,好多了。还得用模拟软件提前看应力分布。✅
新技术,是噱头还是真香?
这两年,铸造模拟软件火得很。输入三维模型和工艺参数,电脑模拟充型、凝固、应力。说实话,起初我不屑——靠,电脑能比我二十年的经验准?结果被现实啪啪打脸。一套汽车缸体,我们按老法子设计浇口,模拟显示最后凝固区有缩松,改了两个冒口位置,废品率从8%降到1.5%。现在新模开发必先模拟。
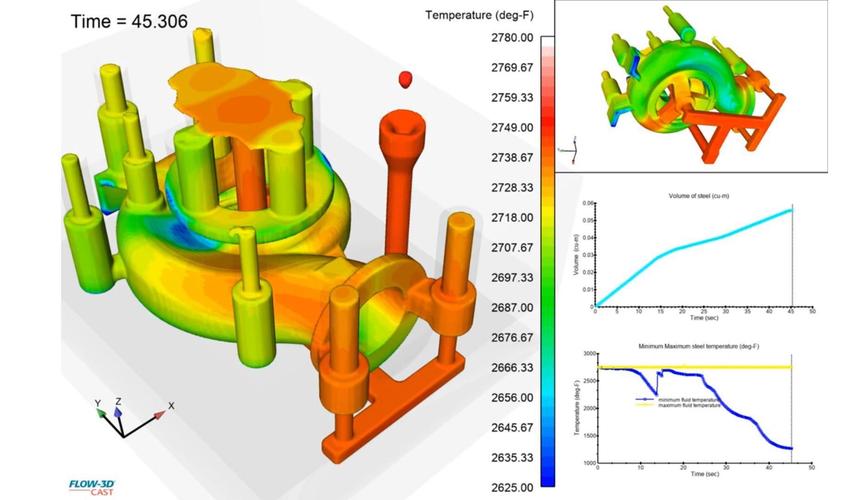 铸造充型过程模拟软件界面
铸造充型过程模拟软件界面
还有3D打印砂型,这才是真正的颠覆。传统木模开模一周,现在一晚打印出来,复杂型腔内部也能一体成型。做小批量、试制件,神器!但大批量生产,打印成本还是高,不如模具划算。我们把它和传统工艺结合:复杂砂芯用打印,简单外模用木模,取长补短。🌟
这些年我交过的学费
搞铸件,谁没赔过钱?我最大一次教训:急着交货,没做无损检测。货到客户手里,上机床一加工,内部裂纹,全退回来了。赔了几十万,还丢了信誉。从此铁规矩——出厂前必检,哪怕客户没要求。
还有个坑:不同批次的废钢,成分波动大。有次偷懒没用光谱仪抽检,结果整炉铁水碳当量跑偏,铸件硬度超差,全报废。所以啊,材料入口检测,再忙也不能省。省小钱,丢大单,划不来。
现在我要求工艺参数实时记录。温度、时间、压力全进MES系统,出问题能回溯。以前靠脑子记,时间一长谁记得清?年轻工人上手也快,看一眼曲线就知道当时出了啥幺蛾子。
铸件这活儿,说到底,技术是硬通货,但细节才是鬼门关。别迷信‘高端技术’,把最基本的东西——炉料管理、砂处理、浇注操作——每一样做到位,废品率自然降下来。哪有什么捷径?十几年踩坑踩出来的路,分享给你,少走点弯路吧。