焊接结构疲劳设计:从经验公式到数字孪生的务实之路
疲劳失效:焊接结构最隐秘的杀手
说实话,搞焊接结构设计的,谁没被疲劳问题折磨过?那些看似牢不可破的钢梁、吊臂,在循环载荷下就那么毫无征兆地裂了... 而且裂纹往往从焊缝趾部、焊根这些鬼地方悄悄萌生。你根本来不及反应。
我们过去太依赖“静载强度”了,以为算个许用应力就万事大吉。错得离谱!焊接结构90%以上的失效都是疲劳引起的。尤其现在设备越做越轻,安全系数压得越来越低,稍有不慎就是大事故。
焊接结构的疲劳强度,比母材低得多。为什么?因为焊缝本身就是应力集中的温床——焊趾处的缺口效应,还有那些该死的夹渣、气孔、咬边。更别提焊接残余应力了,它把局部应力直接拉到屈服附近。
问:既然焊缝强度足够,为什么还要担心疲劳?
答:这是个经典误区。静载下,焊缝金属的强度可能高于母材,但疲劳强度却与强度无关,只与局部应力幅有关。焊缝的几何不连续带来应力集中系数(SCF)可能高达3~5,疲劳寿命直接缩短几十倍。另外,残余拉应力会大大恶化疲劳性能,尤其是在高周疲劳区。
所以,别再只看抗拉强度选焊材了!那玩意儿对疲劳几乎没帮助。
从S-N曲线到断裂力学:评估方法的进化
早些年,我们捧着IIW规范,查S-N曲线——名义应力法,简单粗暴。但名义应力法有个毛病:对复杂接头,你连“名义应力”都定义不清。于是又有了热点应力法、缺口应力法... 折腾得不轻。
不过话说回来,S-N曲线仍然是工程上最实用的工具。只要你按照标准把焊缝质量等级分好,对应FAT值,算个累计损伤,多半能蒙对。问题在于,现场焊接质量往往达不到图纸要求,而S-N曲线是按实验室板试件得来的。所以设计时加点安全储备,那是必须的。
💡 我的经验是:对承受循环载荷的关键焊缝,一定要注明“焊趾打磨”或“TIG重熔”等后处理要求。这能把疲劳强度提高30%~80%,比盲目加厚板子实惠得多。
可最近十年,断裂力学方法越来越火。它直接量化裂纹从初始尺寸扩展到临界尺寸的寿命,特别适合在役设备的剩余寿命评估。这时候你需要知道初始缺陷尺寸、载荷谱、材料断裂韧性... 计算繁琐,但结果更“讲理”。

焊接接头S-N曲线对比图FAT级别
问:焊接结构疲劳评估中,如何处理多轴应力状态?
答:多轴疲劳至今仍是难题。工程上常用的是等效应力法,比如用von Mises或主应力结合修正的Gough-Pollard准则。但焊缝往往是多个缺口叠加,主轴方向还可能旋转。IIW推荐用有效缺口应力法结合特定的临界距离来处理。我的建议:如果不是特别复杂,尽量把载荷简化为单向或比例加载,否则你得做大量试验标定。
数字孪生:终于能“看见”焊缝里的应力了
直到最近,我们还在用有限元算焊缝应力,但那个模型往往过于理想化——残余应力随便设个值,材料当成均质,边界条件也拍脑袋。结果就是,算出来的寿命和实际差了十万八千里。
数字孪生技术改变了游戏规则。现在,在关键装备上布置应变片、加速度计,实时把载荷数据灌进高保真的有限元模型里,模型里还耦合了焊接过程仿真的残余应力场、材料微观组织演变。这相当于给焊接结构装了个“体检仪”。
去年我们团队做了一个港口起重机的数字孪生案例,大梁上的关键焊缝经过焊接过程仿真,残余应力达到了400MPa。若按传统方法忽略残余应力,算出的寿命是30年;但考虑后只剩12年。而实际运营中,第13年在那个位置出现了裂纹!这吻合度,我是服气的。
当然,数字孪生不是万能的。模型精度极度依赖输入数据,尤其是焊接工艺参数和材料本构。没实测的残余应力做标定,仿真就是垃圾进、垃圾出。
焊接结构数字孪生实时应力监测云图
未来呢?机器学习开始掺和进来了。用大量焊接结构疲劳试验数据训练网络,输入几何参数、载荷特征,直接预测寿命,比传统公式准得多。不过这玩意儿需要大量样本,小企业玩不转。但趋势摆在那儿。
不管技术怎么变,对焊接结构而言,细节就是魔鬼。工艺纪律、焊工手艺、无损检测的可靠性,这些“软”东西永远比高大上的算法更影响最终的寿命。埋头搞有限元,不如先去车间看看工人怎么焊的,焊渣清得干不干净。对吧?
加工硬化、氢致裂纹、层状撕裂... 老问题一个没少。新工具让我们能更早发现问题,但解决问题的,仍然是一线的焊工和焊接工程师。这一点,永远别忘记。
好了,大概就这些。你要是搞焊接结构的,上面这些坑你早晚都得趟一遍。共勉吧。
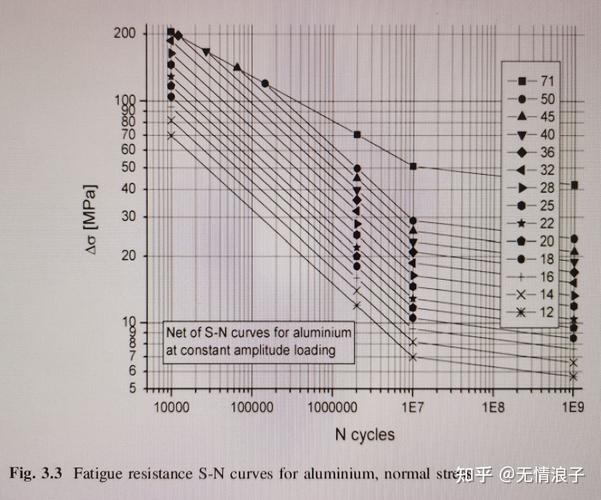 焊接接头S-N曲线对比图FAT级别
问:焊接结构疲劳评估中,如何处理多轴应力状态?
答:多轴疲劳至今仍是难题。工程上常用的是等效应力法,比如用von Mises或主应力结合修正的Gough-Pollard准则。但焊缝往往是多个缺口叠加,主轴方向还可能旋转。IIW推荐用有效缺口应力法结合特定的临界距离来处理。我的建议:如果不是特别复杂,尽量把载荷简化为单向或比例加载,否则你得做大量试验标定。
焊接接头S-N曲线对比图FAT级别
问:焊接结构疲劳评估中,如何处理多轴应力状态?
答:多轴疲劳至今仍是难题。工程上常用的是等效应力法,比如用von Mises或主应力结合修正的Gough-Pollard准则。但焊缝往往是多个缺口叠加,主轴方向还可能旋转。IIW推荐用有效缺口应力法结合特定的临界距离来处理。我的建议:如果不是特别复杂,尽量把载荷简化为单向或比例加载,否则你得做大量试验标定。
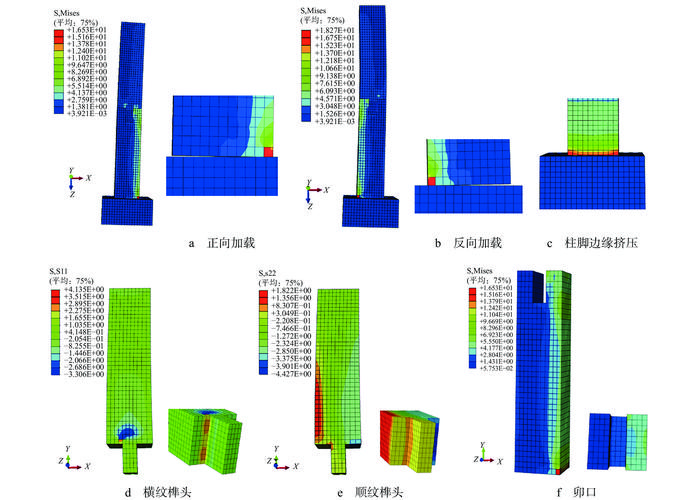 焊接结构数字孪生实时应力监测云图
未来呢?机器学习开始掺和进来了。用大量焊接结构疲劳试验数据训练网络,输入几何参数、载荷特征,直接预测寿命,比传统公式准得多。不过这玩意儿需要大量样本,小企业玩不转。但趋势摆在那儿。
不管技术怎么变,对焊接结构而言,细节就是魔鬼。工艺纪律、焊工手艺、无损检测的可靠性,这些“软”东西永远比高大上的算法更影响最终的寿命。埋头搞有限元,不如先去车间看看工人怎么焊的,焊渣清得干不干净。对吧?
加工硬化、氢致裂纹、层状撕裂... 老问题一个没少。新工具让我们能更早发现问题,但解决问题的,仍然是一线的焊工和焊接工程师。这一点,永远别忘记。
好了,大概就这些。你要是搞焊接结构的,上面这些坑你早晚都得趟一遍。共勉吧。
焊接结构数字孪生实时应力监测云图
未来呢?机器学习开始掺和进来了。用大量焊接结构疲劳试验数据训练网络,输入几何参数、载荷特征,直接预测寿命,比传统公式准得多。不过这玩意儿需要大量样本,小企业玩不转。但趋势摆在那儿。
不管技术怎么变,对焊接结构而言,细节就是魔鬼。工艺纪律、焊工手艺、无损检测的可靠性,这些“软”东西永远比高大上的算法更影响最终的寿命。埋头搞有限元,不如先去车间看看工人怎么焊的,焊渣清得干不干净。对吧?
加工硬化、氢致裂纹、层状撕裂... 老问题一个没少。新工具让我们能更早发现问题,但解决问题的,仍然是一线的焊工和焊接工程师。这一点,永远别忘记。
好了,大概就这些。你要是搞焊接结构的,上面这些坑你早晚都得趟一遍。共勉吧。