感应加热,一个老调试员的「真香」实录
第一次接触感应加热,我差点烫伤手
那是七八年前,在车间调试一台高频淬火设备。老师傅说:“让工件靠近感应圈,别碰!” 我傻乎乎地以为像电炉一样,伸手就去感受温度……结果手指差点被涡流烤熟。从那以后我就记住,感应加热玩的是“隔空加热”,热量来自工件内部——这事儿本身就挺违反直觉,对吧?
现在回想,感应加热的原理就像微波炉,但远比微波炉凶猛。线圈通上中高频电流,磁场交变,金属工件里产生涡流。没有明火、没有热辐射,几秒钟就能把一根钢轴烧得通红。说实话,第一次亲眼看到时,我脑子里蹦出的词是——魔法。
 高频感应加热线圈加热金属棒
高频感应加热线圈加热金属棒
拆开原理,其实就三件事
 拆开原理,其实就三件事
拆开原理,其实就三件事
电磁感应、涡流、焦耳热。教科书上的东西我不重复,但核心是“集肤效应”。频率越高,电流越喜欢在工件表面跑。所以想淬硬表层?上高频。要加热透?换中频。这逻辑简单粗暴,但实际操作时——嘻嘻,坑一大堆。
比如,线圈形状稍微不对称,加热就不均匀。有一次我们做齿轮感应淬火,齿根老是淬不到,结果发现是线圈离齿根距离没算准。电磁场这东西看不见摸不着,全靠仿真。现在当然好多了,用COMSOL或者MAXWELL跑一遍,参数八九不离十。💡
问:感应加热只能处理金属吗?
答:基本上是的,因为需要导电材料产生涡流。但注意!石墨、碳纤维这类非金属但导电的也可以。陶瓷?不行。不过有一种骚操作:在坩埚里放石墨坩埚,间接加热非导体,管式炉就这么玩的。
问:频率怎么选?有没有经验值?
答:常规分类——高频100-500kHz,用于小件、浅层淬火,比如轴承;中频1-10kHz,大件深层加热,比如齿轮、曲轴;工频50Hz直接用?早年确实有,但效率低,现在少见了。不过有个冷知识:透热深度有个公式d=√(ρ/(πfμ)),记不住也没关系,记住频率越高皮越薄就行。
工业现场,感应加热玩出多少花样?
淬火、回火、退火、正火,都可以感应。但你要是以为它只能搞热处理,那就狭隘了。我们公司去年给一家汽车零部件厂做了条自动线,感应钎焊铝制组件,节拍12秒,比火焰钎焊快五倍还不用助焊剂。❗
还有感应熔炼,小型真空炉里用,几十公斤钢水,纯净度比电弧炉高。因为没电极污染,石墨坩埚也不参与反应。前两周去参观一个精密铸造厂,他们用感应加热做模壳预热,几秒就红透,比天然气炉省下40%时间。老板说:“当初买设备时嫌贵,现在真香。”
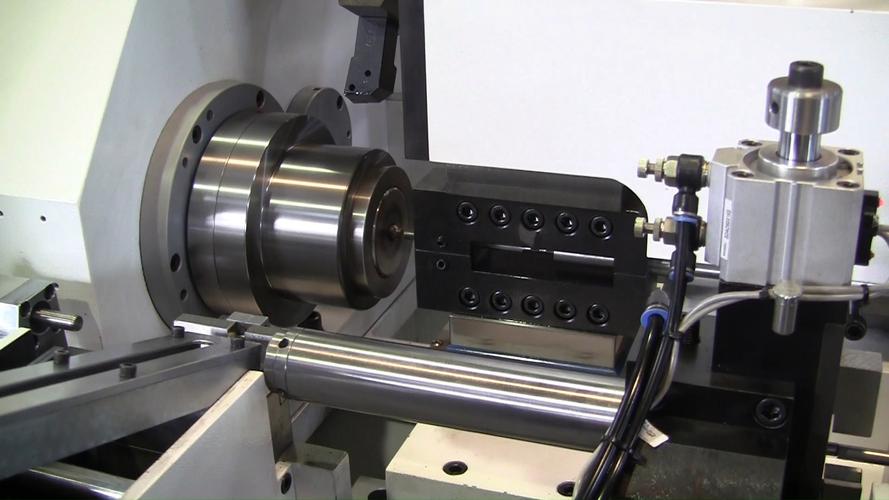
 工业感应加热自动淬火生产线
工业感应加热自动淬火生产线
说到成本,很多人纠结。确实,一套像样的感应电源几万到几十万,线圈、冷水机、定位工装都是钱。但算总账,能源效率70%以上,不像电阻炉有一半热量散到空气里。电费这块,一年省出设备钱的不在少数。当然前提是——你得真懂怎么调谐振。💀 见过太多厂子买了设备扔在角落,因为电工搞不定匹配。
为什么说感应加热的线圈是“灵魂”?
 为什么说感应加热的线圈是“灵魂”?
为什么说感应加热的线圈是“灵魂”?
线圈设计甚至比电源更关键。同样的电源,线圈不一样,加热效果一个天上一个地下。而且线圈的材料、壁厚、冷却通道都得讲究。紫铜管是主流,有时还镀银。你见过那种多匝螺旋线圈吗?看着像弹簧,但内部通水,电流动辄几百安。设计时得算电感量、匝间距,不然发热不均匀或者耦合不够。💡
问:感应线圈容易烧坏吗?
答:最容易坏的两个原因:冷却水杂质多堵塞,或者空载过流(工件没放进去就通电)。所以水冷系统要配过滤器、流量开关,控制电路必须有工件检测。有的高级电源带负载状态监控,没工件自动降功率。否则,换一根线圈几百块还要停机,心疼。
最新趋势:数字化感应加热,不再是“凭感觉”
去年在EMO汉诺威展会上,我看到Inductotherm展出的一套智能电源。自带学习算法,根据负载变化自动调节频率和功率,甚至能补偿线圈老化。我当时就想,这玩意儿要是普及,老师傅的“手感”是不是要失业了?
不过,完全替代人还早。比如复杂工件的局部加热,线圈姿态、工件间隙,这些还是经验主导。现在有些厂引入数字孪生,把实时工况映射到仿真模型里,在线调整。这个方向挺烧钱,但效果炸裂。✅
问:小作坊用感应加热划算吗?
答:看场景。如果日产量就几十个,买通用中频电源加个简易线圈,一两万块能搞。但别指望高精度。操作工得学会看功率表和计时器,温度失控很容易烧废件。有朋友做刀具局部淬火,自己绕线圈,成本不到市价1/5,就是安全隐患多点——水冷接头必须可靠,否则爆管能引火灾。
未来,感应加热会不会无处不在?
随着碳达峰政策,电气化加热是趋势。感应加热因为效率高、可控性好,很可能在汽车轻量化(比如铝硅涂层热冲压)领域爆发。还有半导体行业,硅片退火已经开始用感应。我见过的最科幻的应用是无线充电台对植入医疗设备的感应加热驱动——虽然目前还是实验室阶段。说实话,一想到电磁场隔空传能,我觉得法拉第如果活着,绝对欣慰。
但是,也别神化。低频磁场干扰、成本门槛、人才短缺还是问题。尤其复合材料的兴起,感应加热使不上劲,得靠微波或红外。所以它是个强项突出、弱项明显的技术,用对地方就是神器,用错地方就是垃圾。
最后几句掏心窝的话
我入行十年,从调试员干到项目工程师,越来越觉得感应加热是个“易学难精”的行当。原理三天就能讲明白,但设计一套稳定工艺,可能得踩三年坑。别轻信销售吹的“一键搞定”,没有哪种加热方式万能。但它确实在改变制造业——在需要快、准、干净的场合,感应加热几乎没对手。
如果你正准备上感应设备,我的建议:先做工艺试验,带着典型工件去设备厂试,别在网上看图下单。线圈尽量定制,标准化线圈往往不适用实际零件。还有,采购时别只盯电源功率,冷水机和定位机构更重要。😉