电阻加热:老电工的实战笔记,原理、选型与避坑
几年前的一个项目,差点让电阻加热给整报废了。
客户要一套烘干设备,温度控制在180±1℃,听起来简单吧?结果第一批货出来,糊的糊,潮的潮。折腾三天,最后发现是加热元件功率密度算错了——这玩意儿真不是通上电就能热那么简单。
说实话,电阻加热这行,门槛看似低,但要把热场做均匀、寿命做长、能效做高,里面的学问大了去了。
 电阻加热元件镍铬合金丝缠绕工艺
前几天还有人问我:“为啥我的加热管没几天就烧断?”一看照片,管表面结了一层厚垢。得,热量散不出去,局部过热,不烧才怪。介质的热导率、粘度、流速,都得考虑进去,尤其是加热液体时,流速过低极易导致膜态沸腾——啪,干烧。
工业管道加热器内部结构示意图
红外热像仪检测工业加热器温度分布
最后啰嗦一句:电阻加热看似传统,但深钻下去,材料、热力学、电气控制、工艺学都得懂一点,才能做出靠谱方案。那些动不动就说“加热还不简单”的,八成没吃过亏。
❗切记:安全第一。高温设备必须有过温保护、漏电保护、接地保护,并且要定期校验。人命关天的事,马虎不得。
电阻加热元件镍铬合金丝缠绕工艺
前几天还有人问我:“为啥我的加热管没几天就烧断?”一看照片,管表面结了一层厚垢。得,热量散不出去,局部过热,不烧才怪。介质的热导率、粘度、流速,都得考虑进去,尤其是加热液体时,流速过低极易导致膜态沸腾——啪,干烧。
工业管道加热器内部结构示意图
红外热像仪检测工业加热器温度分布
最后啰嗦一句:电阻加热看似传统,但深钻下去,材料、热力学、电气控制、工艺学都得懂一点,才能做出靠谱方案。那些动不动就说“加热还不简单”的,八成没吃过亏。
❗切记:安全第一。高温设备必须有过温保护、漏电保护、接地保护,并且要定期校验。人命关天的事,马虎不得。
原理:别被“焦耳热”仨字骗了
都知道 Q=I²Rt,对吧?电热丝通电就发热。可实际工程设计时,你盯着这个公式发呆没一点用。 关键点在于热传导、热对流、热辐射的综合作用。比如高温炉里,辐射占主导;风道加热器,强制对流是主要方式。材质选择直接影响热效率——镍铬合金(Cr20Ni80)电阻率高、抗氧化好,但高温强度差;铁铬铝合金(0Cr25Al5)便宜耐温高,可脆得像饼干,一碰就断。 电阻加热元件镍铬合金丝缠绕工艺
前几天还有人问我:“为啥我的加热管没几天就烧断?”一看照片,管表面结了一层厚垢。得,热量散不出去,局部过热,不烧才怪。介质的热导率、粘度、流速,都得考虑进去,尤其是加热液体时,流速过低极易导致膜态沸腾——啪,干烧。
电阻加热元件镍铬合金丝缠绕工艺
前几天还有人问我:“为啥我的加热管没几天就烧断?”一看照片,管表面结了一层厚垢。得,热量散不出去,局部过热,不烧才怪。介质的热导率、粘度、流速,都得考虑进去,尤其是加热液体时,流速过低极易导致膜态沸腾——啪,干烧。
选型:功率算得准,不如经验调得细
手册上的功率计算公式,多是理想状态。实际你得看:启动电流冲击、电压波动、散热条件变化。比如加热静止的油,和循环流动的油,所需功率能差30%以上。 有效功率估算我习惯这样: 对于液体循环加热,P ≈ 1.16 × 流量(m³/h) × ΔT(℃) / 热效率系数。热效率系数保温好的取0.9,裸管取0.7。 但注意!这只是个起点。最终还得现场微调。用调功器或者晶闸管移相触发,配合PID控制,才是正经做法。 问:加热管表面负荷(功率密度)到底选多大? 答:这没有万能答案,看介质和流速。水加热一般10-15 W/cm²;空气自然对流2-4 W/cm²;油加热1.5-3 W/cm²;静止重油甚至要低于1 W/cm²。高表面负荷必然缩短寿命,尤其是有结焦风险的介质。见过一个失败案例:导热油加热器,设计时表面负荷3 W/cm²,结果油品劣化快,半年堵管,整个系统废掉。最后改成1.2 W/cm²,并加大循环流量,问题解决。 材质方面,除了刚才说的金属电热丝,还有PTC陶瓷加热元件,自带恒温特性,适合小功率恒温应用;硅碳棒(SiC)用于高温炉,但易氧化,需气氛保护;二硅化钼(MoSi2)能到1800℃,贵得要死。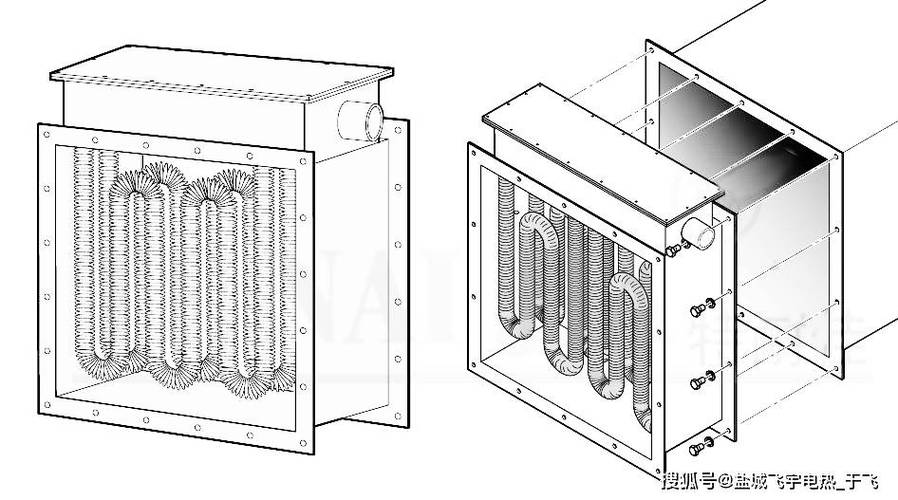 工业管道加热器内部结构示意图
工业管道加热器内部结构示意图
那些让你半夜惊坐起的故障
问:设备漏电跳闸,换了加热管也没用? 答:大概率不是加热管本身,而是冷端密封出问题。接线端子受潮或氧化,绝缘电阻下降。尤其在高湿度环境,必须用氧化镁粉封口胶做好密封,甚至要加伴热带驱潮。还有一点常忽略:测温热电偶如果外壳不接地,会感应电势,导致温控表读数乱跳,引发误动作——我就被这个坑过,在PLC上看到温度曲线像心电图,查了一天才找到祸根。 另一个常见坑:交流电磁场对热电偶信号的干扰。加热电源线和补偿导线必须分开走,间距至少30cm,还要用屏蔽线,屏蔽层单端接地。这些细节,书本上很少讲。 还有人抱怨SCR调功器谐波大,干扰其他设备。没错,移相触发确实谐波高,这时可以考虑过零触发(周波控制),虽然响应慢点,但谐波少,适合惯性大的系统。 更要命的——多个加热管并联时,电流不均!由于引线长度、接触电阻差异,某根管子电流可能是别的1.5倍,很快烧断。所以,每根管最好串个小阻值均流电阻,或分组控制。最新实践:能效与智能
现在都讲碳中和,电阻加热的能效怎么提?第一是保温,第二是余热回收。炉体保温层加厚10%,年省电费可能不算多,但几万度电的差距,累加起来可观。 有些厂子开始用智能温控算法,不是简单的PID,而是结合模糊控制或自整定,能自动适应负载变化,减少过冲和振荡。配合物联网云平台,远程监控加热器状态,提前预警寿命。比如检测加热器电阻值的变化趋势,能预测断管时间。 💡有个实用技巧:定期用红外热像仪扫描加热器表面,发现高温点就赶紧处理,别等烧断了再停机。这玩意也不贵。 红外热像仪检测工业加热器温度分布
最后啰嗦一句:电阻加热看似传统,但深钻下去,材料、热力学、电气控制、工艺学都得懂一点,才能做出靠谱方案。那些动不动就说“加热还不简单”的,八成没吃过亏。
❗切记:安全第一。高温设备必须有过温保护、漏电保护、接地保护,并且要定期校验。人命关天的事,马虎不得。
红外热像仪检测工业加热器温度分布
最后啰嗦一句:电阻加热看似传统,但深钻下去,材料、热力学、电气控制、工艺学都得懂一点,才能做出靠谱方案。那些动不动就说“加热还不简单”的,八成没吃过亏。
❗切记:安全第一。高温设备必须有过温保护、漏电保护、接地保护,并且要定期校验。人命关天的事,马虎不得。