电镀实战:从氢脆陷阱到绿色涂层的生存指南
又一批镀件报废了。站在酸雾缭绕的车间里,我攥着检测报告,心里骂了句脏话。氢脆——这个幽灵又出现了。螺栓一拧就断,断面像冰糖一样闪亮。十年前的我,大概会怪供应商。现在?我只想抽自己耳光。
电镀这行,水比酸液还深
很多人以为电镀就是“泡一泡、镀一镀”,跟泡方便面似的。说实话,这种误解害死人。我见过太多设计图纸上大笔一挥“表面镀锌”,结果零件在海上两天就锈成渣的惨案。电镀不只是装饰,它是精密工业的隐形盔甲。🔍
去年我们给一家风电企业做海上螺栓,指定锌镍合金电镀,盐雾试验要求2000小时无红锈。注意,是“红锈”,不是白锈。很多工程师分不清这个,对吧?结果第一批试制,600小时就挂了。问题出在哪?前处理。 没人真正重视脱脂和酸洗。总觉得那是粗活。可粗糙的除油等于在基材上预埋了腐蚀种子。后来我们上了超声波清洗,加了电化学除油,调整了酸洗缓蚀剂——效果立竿见影。这就是细节的代价。
 电镀前处理除油酸洗生产线现场实拍
电镀前处理除油酸洗生产线现场实拍
但前处理只是开胃菜。真正让我夜不能寐的,是镀液。氰化物镀液曾经是绝对主流,光泽好、分散能力强。哈,可它是魔鬼的糖果。💀 有一年环保督查,我们差点被关停。那段时间我做梦都是氰化物泄漏。后来咬牙转型无氰碱性镀锌,走了三年弯路。分散能力打折扣,镀层发雾,添加剂消耗量吓死人。可不得不转,政策刀架在脖子上。现在回头看,值。电流效率确实低了些,但废水处理成本下降了六成,工人也不用戴着防毒面具上班了。
氢脆:沉默的杀手
行业有个冷笑话:高强度钢一进电镀槽,就得了“骨质疏松”。氢原子渗入晶格,悄无声息。螺栓没拧几下,咔嚓。航天标准里,对氢脆的恐惧深入骨髓。我们吃过最大的亏,是给高铁做制动系统零件。图纸要求镀镉钛——军工级防腐。但镉有毒,且容易氢脆。客户坚持用,因为历史沿革。我们建议换锌镍合金,同样耐蚀,氢脆风险低。漫长的论证,无数次疲劳试验。最终通过了。那一刻,我长出一口气。❗
氢脆怎么控?除氢烘烤是补救,不是办法。关键在镀前消除应力,镀中采用低氢脆工艺,比如脉冲电镀,或者使用特殊的添加剂抑制析氢。我现在的口头禅:设计选材时,就把电镀工程师叫来!别等图纸定型了再甩过来。晚了。
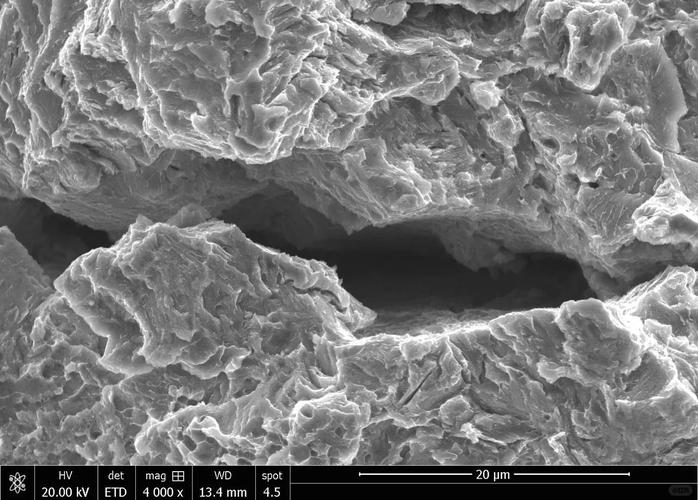 高强度钢螺栓氢脆断裂断口扫描电镜图
高强度钢螺栓氢脆断裂断口扫描电镜图
说到工艺,三价铬钝化也是绕不开的坑。六价铬钝化膜自修复能力极佳,但致癌。欧盟RoHS一棍子打死。三价铬环保,可是膜层划伤后不会自愈,耐蚀性瞬间崩塌。我们试过无数种封闭剂,纳米硅烷、有机树脂、无机硅酸盐……搭配合适的烘干曲线,勉强接近六价铬的性能。成本?翻了三倍。👎 但这是活下去的入场券。
问与答:车间里的真实困境
 问与答:车间里的真实困境
问与答:车间里的真实困境
问:镀层厚度是不是越厚越好?
答:绝对错误。我见过设计图纸标“镀锌层25μm以上”,结果装配时螺纹拧不进。而且厚镀层内应力大,容易起皮。耐蚀性不完全取决于厚度,致密度和钝化膜更关键。一般室内件8-12μm足够,户外重腐蚀环境也极少超过25μm。更重要的是均匀性,高低电流密度区厚度差能控制在30%以内才是本事。
问:小批量、多品种的电镀怎么保证质量?
答:痛点!大批量挂镀好控,滚镀波动大。我们搞了个“柔性挂具系统”,快速换型。另外,必须用赫尔槽试验监控镀液,每班至少做一次。别信添加剂厂商的“免维护”鬼话。还有,数字化——给每个工件二维码,记录每道参数。出问题能追溯到人、槽、时段。💡 这套系统我们开发了两年,现在次品率从8%降到0.5%。
问:现在都在推“绿色电镀”,到底怎么落地?
答:首先是源头替代,比如无氰、无六价铬。其次是闭路循环。我们用膜过滤系统回收清洗水中的重金属,水回用90%以上,金属回收卖钱。再就是低挥发前处理——密闭酸洗房加高效酸雾吸收塔。投入大吗?大。但算上危废处置费下降和环保风险降低,三年回本。政府还有补贴,何乐不为?
未来的电镀:从手艺到数字工艺
 未来的电镀:从手艺到数字工艺
未来的电镀:从手艺到数字工艺
曾经电镀被看作脏手艺。老师傅靠舌头尝酸液浓度,靠眼睛看火光辨温度。现在呢?ICP光谱仪实时监控金属离子,X射线荧光测厚仪秒出结果。我们还在试验人工智能辅助工艺优化,根据来料状态、温度、电流密度历史数据,预测最佳参数。有点玄?确实。但上次AI建议把硼酸浓度调高5%,电流效率真就上去了。不得不服。
还有一个趋势是选择性电镀,只在需要的区域镀上涂层,刷镀、喷镀、局部遮蔽。航空维修常用,省料又精准。这些技术让电镀从粗放走向精细。说实话,行业在变,要么跟上,要么被淘汰。
最近在翻一本旧书,上世纪80年代的电镀手册,泛黄纸页上密密麻麻的笔迹。突然有点感动。那代人用扳手和算盘打下基础;我们这代用传感器和代码继承。但根子没变:对每一个微米负责。✅
写这篇文章时,车间里刚好在处理一批汽车新能源电池汇流排,要求镀银。导电性、耐蚀性、可焊性,一样不能少。显示屏上跳动实时槽压:4.2V。稳定得像心跳。我抿了一口咖啡——冷掉的,苦得皱眉。但看到镀件出槽时银白无瑕,又觉得这行还行。