装配,不是拧螺丝那么简单!一个老机械师的十年踩坑实录
我刚入行那会儿,带我的师傅叼着烟,瞥了我一眼:“装配?不就是把零件怼一块儿嘛,有手就行。”
后来我差点把一台减速器装成反的,被骂得狗血淋头。
现在想想,师傅那句话——真害人。 装配要是这么简单,就不会每年都有工厂因为装配不良损失几十万,甚至上百万。你说对吧?
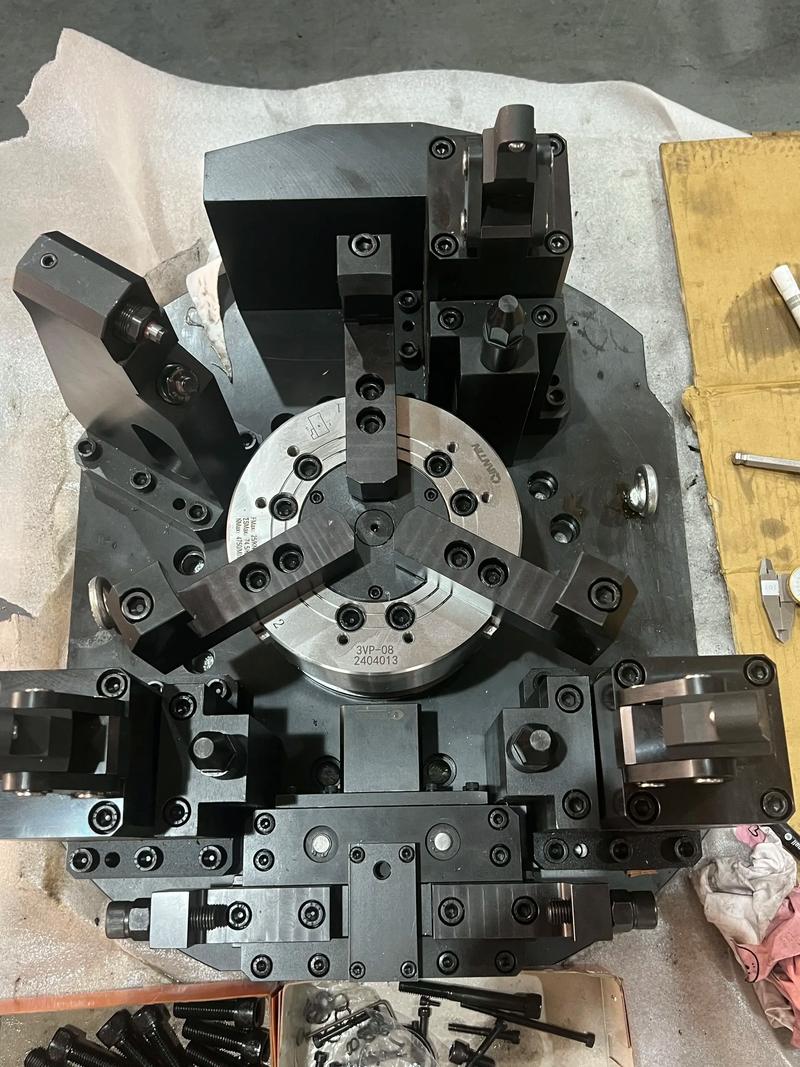
 精密机械装配现场工装夹具
精密机械装配现场工装夹具
我问他:“你员工多久换一茬?”他愣了一下,说:“平均三个月吧,干得郁闷就走了。”
问题就在这儿。 人员流动大,培训跟不上,手工装配一致性差,但直接把钱砸在自动化上,就能解决?未必。他们之前上过一台自动拧紧机,结果呢?螺栓扭矩是准了,但螺纹错扣没人发现,电机跑到一半卡死,售后成本直接飙了两倍。✅
说实话,自动化装配最怕的就是这种“半吊子”——传感器没到位,防错逻辑有漏洞,PLC程序里少了一行自锁,整个系统比手工作坊还脆弱。💡
工业机器人自动化装配线
那些年,我们迷信过的工装
刚做工艺那阵,我设计过一个“万能装配工装”,自以为聪明绝顶——结果被产线工人骂成狗。因为换个产品型号,工装调整就要花半小时,比手工装配还慢。
柔性,不是嘴上说说。 现在聪明的工厂都在用“零点定位系统”,快换工装,三分钟切换。可十年前,我们连想都不敢想,觉得那玩意儿太贵。殊不知,停机等待的成本,远远超过那套定位板。
还有一次,我给一个工件设计支撑面,全按理论尺寸来,结果装完总是有间隙。后来才发现,那台加工中心的主轴有微米级的低头现象——机床老了,几何精度早就不行。❗ 装配工程师如果不去车间摸机床,不跟老师傅抽烟聊天,设计的东西就是纸上谈兵。
我踩过最大的坑,就是迷信MES系统。 花大价钱上了套MES,以为能追踪每个螺栓的拧紧结果。结果呢?操作工嫌扫码麻烦,经常批量跳过;追溯码贴错位置,一过烤炉就糊掉;更无语的是,数据传上去了,但没人分析异常波动,白搭。💡
有一次,我擅自停了那条“全数据采集”的装配线,拿个扳手听异响,反而发现了一个滑牙的孔位。机器没报警,人察觉了。这就是现在的悖论——系统越来越聪明,可很多基层工程师反而失去了基本的触觉和听觉。
所以,数字化装配的第一步,不是买软件,而是理清:你到底要解决什么问题?是防错?是追溯?还是过程能力分析?想清楚了,再去选传感器,定采样频率,设计人机交互。否则,数据就是一堆噪音。
数字化装配系统操作界面数据分析
1. 能防呆就别靠自觉。 靠人的责任心,迟早出事儿。物理防错,比如用不同长度的螺栓让操作工没法错位安装,比贴一百张SOP都有效。
2. 装配不是个体力活,是脑力活。 要懂公差分析,懂材料弹性变形,懂顺序影响。我见过装配轴承,先压左边和先压右边,游隙差一倍!
3. 尊重一线,但别盲从一线。 老师傅的经验是宝贵的,可他们有时也会因循守旧。科学的改进必须基于数据,而不是“我们一直这么干”。
写这些,不是想显摆我多厉害。恰恰相反,这些坑我都掉进去过,才晓得痛。 如果你正在为装配质量头疼,不妨停下来,去车间角落坐十分钟,观察工人的手、听设备的声音——答案往往不在PowerPoint里,而在那些溅着切削液的地面上。
共勉。
后来我差点把一台减速器装成反的,被骂得狗血淋头。
现在想想,师傅那句话——真害人。 装配要是这么简单,就不会每年都有工厂因为装配不良损失几十万,甚至上百万。你说对吧?
 精密机械装配现场工装夹具
精密机械装配现场工装夹具
自动化装配,想说爱你不容易
去年,我接了一个活儿:给一家做新能源汽车电机的公司优化装配线。老板信誓旦旦:“我要全自动化!人太不靠谱了。”我问他:“你员工多久换一茬?”他愣了一下,说:“平均三个月吧,干得郁闷就走了。”
问题就在这儿。 人员流动大,培训跟不上,手工装配一致性差,但直接把钱砸在自动化上,就能解决?未必。他们之前上过一台自动拧紧机,结果呢?螺栓扭矩是准了,但螺纹错扣没人发现,电机跑到一半卡死,售后成本直接飙了两倍。✅
说实话,自动化装配最怕的就是这种“半吊子”——传感器没到位,防错逻辑有漏洞,PLC程序里少了一行自锁,整个系统比手工作坊还脆弱。💡
问:为什么我们工厂自动化装配线上了之后反而更乱了?
答:很多厂把自动化当成“一锤子买卖”,参数调一次就再也不改。但实际生产时,来料批次差异、刀具磨损、环境温度变化……这些都会影响装配精度。自动化线需要像养孩子一样——持续监控,定期校准。我见过最离谱的:自动压装机压了三个月铜套,模具偏了0.1毫米没人发现,直到客户退货,拆开一看,铜套内壁全是划痕。所以,别以为机器就不会犯错,它只是用不同的方式犯错。
 工业机器人自动化装配线
工业机器人自动化装配线
那些年,我们迷信过的工装
 那些年,我们迷信过的工装
刚做工艺那阵,我设计过一个“万能装配工装”,自以为聪明绝顶——结果被产线工人骂成狗。因为换个产品型号,工装调整就要花半小时,比手工装配还慢。
那些年,我们迷信过的工装
刚做工艺那阵,我设计过一个“万能装配工装”,自以为聪明绝顶——结果被产线工人骂成狗。因为换个产品型号,工装调整就要花半小时,比手工装配还慢。柔性,不是嘴上说说。 现在聪明的工厂都在用“零点定位系统”,快换工装,三分钟切换。可十年前,我们连想都不敢想,觉得那玩意儿太贵。殊不知,停机等待的成本,远远超过那套定位板。
还有一次,我给一个工件设计支撑面,全按理论尺寸来,结果装完总是有间隙。后来才发现,那台加工中心的主轴有微米级的低头现象——机床老了,几何精度早就不行。❗ 装配工程师如果不去车间摸机床,不跟老师傅抽烟聊天,设计的东西就是纸上谈兵。
问:小批量多品种,装配工装怎么搞才能不浪费钱?
答:千万别一上来就上气动、液压的专用夹具。先用“积木式”组合——铝型材、快速夹钳、定位销,搭建一个基础框架,验证可行再固化。我甚至见过一个工厂用3D打印的树脂定位块做小批量装配,成本不到传统工装的十分之一,精度够用,用完就扔。记住,工装的生命周期要匹配产品生命周期,别给快死掉的产品花大价钱做模具。
数字化装配?先搞清数据从哪来
现在不提“数字孪生”好像就落伍了。可真实情况是——很多工厂连基础数据都没采集齐。扭矩数据?存了,但格式乱七八糟。压装力位移曲线?只在硬盘里落灰。装配节拍?靠人工掐秒表。我踩过最大的坑,就是迷信MES系统。 花大价钱上了套MES,以为能追踪每个螺栓的拧紧结果。结果呢?操作工嫌扫码麻烦,经常批量跳过;追溯码贴错位置,一过烤炉就糊掉;更无语的是,数据传上去了,但没人分析异常波动,白搭。💡
有一次,我擅自停了那条“全数据采集”的装配线,拿个扳手听异响,反而发现了一个滑牙的孔位。机器没报警,人察觉了。这就是现在的悖论——系统越来越聪明,可很多基层工程师反而失去了基本的触觉和听觉。
所以,数字化装配的第一步,不是买软件,而是理清:你到底要解决什么问题?是防错?是追溯?还是过程能力分析?想清楚了,再去选传感器,定采样频率,设计人机交互。否则,数据就是一堆噪音。
 数字化装配系统操作界面数据分析
数字化装配系统操作界面数据分析
最后说点实在的
这些年,我总结出装配的三条铁律:1. 能防呆就别靠自觉。 靠人的责任心,迟早出事儿。物理防错,比如用不同长度的螺栓让操作工没法错位安装,比贴一百张SOP都有效。
2. 装配不是个体力活,是脑力活。 要懂公差分析,懂材料弹性变形,懂顺序影响。我见过装配轴承,先压左边和先压右边,游隙差一倍!
3. 尊重一线,但别盲从一线。 老师傅的经验是宝贵的,可他们有时也会因循守旧。科学的改进必须基于数据,而不是“我们一直这么干”。
写这些,不是想显摆我多厉害。恰恰相反,这些坑我都掉进去过,才晓得痛。 如果你正在为装配质量头疼,不妨停下来,去车间角落坐十分钟,观察工人的手、听设备的声音——答案往往不在PowerPoint里,而在那些溅着切削液的地面上。
共勉。