塔器设计中的那些坑:填料、分布器与工艺之痛
上周去内蒙一家煤化工现场,爬上一座60米高的溶脱塔,风大得站不稳。人孔打开那一瞬间,我差点骂出来——填料结焦堵得严严实实,液体分布器槽孔一半被焦块糊住,这塔能高效才见鬼了。业主说开了不到一年,检修周期完全没跑赢结焦速度。说实话,这种画面在塔器行业太常见了,大多不是设备本身的问题,而是设计阶段没吃透工艺介质特性。
但转头一想,也不能全怪设计院。现在项目工期压得变态,塔器水力学计算有时直接套模板,连真实物性数据都懒得核实。结果呢?塔径选小了,板间距定低了,或者填料型号和液相负荷根本不匹配。这些细节,在现场都会放大成事故。
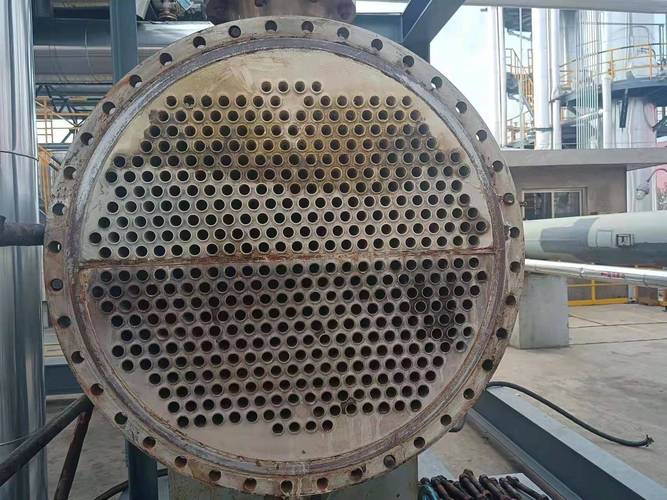
 煤化工溶脱塔填料结焦堵塞现场
煤化工溶脱塔填料结焦堵塞现场
记得有一次做醋酸精馏塔改造,原设计用的浮阀塔盘,但操作弹性实在太差——负荷一波动,效率断崖式下跌。我们后来换成了高效规整填料搭配新型槽盘式液体分布器,压降下来了,分离精度还上去了。这里面其实有个冷知识:很多人以为填料塔就是比板式塔能耗低,其实要看具体工况。高压精馏你试试用填料?轴向返混能让你怀疑人生。
好笑的是,业主往往迷信“塔盘效率”这个指标,却不看整个塔的瓶颈往往在分布器、收集器这些内件上。分布器设计不良,液体初始分布不均匀,塔盘效率再高也是白搭——这就好比发动机马力很大,但油路堵了一半。前些年有篇论文统计过,工业塔器故障里,内件相关问题占了将近四成。❗️
所以吐槽归吐槽,塔器这个东西,真的是七分工艺,三分设备。工艺理解不到位,设备做得再漂亮也没用。比如同一个塔径,处理易发泡体系居然不设破沫区?泡沫夹带能让塔顶产品纯度瞬间超标。这些血泪教训,书本上可不教。
塔器选型:板式还是填料?其实是个伪命题
不知道从什么时候开始,行业里形成一种非此即彼的选型氛围。板式塔和填料塔好像成了对立阵营。其实吧,这根本是个伪命题。现代塔器设计早就不局限于单一型式了,复合塔、多层分布、分区进料才是主流。
拿隔壁日本住友的某个环氧丙烷精制单元来说,下部提馏段用大孔筛板处理高粘物料,上部精馏段用Mellapak填料提高分离效率,中间过渡段还加了个收集式分布器——这种混搭设计,国内很多设计院也在学着做。
但这里面坑也不少。❓板式塔转填料段的气液分布,弄不好就是一个“效率黑洞”。我见过一个项目,在直径4米的塔里,过渡段只设计了一个简单的升气管式收集器,结果气相偏流严重,填料段效率打了七折。后来加装双级槽式液体收集器配预分布管才算勉强解决。
其实说到底,选型的关键就一句话:懂物料,懂传质机理。比如热敏性物料,你肯定优先考虑降膜塔或薄膜蒸发器;高粘易堵,板式塔得选那种抗堵型导向浮阀;大液气比操作,填料塔的液泛率算准了吗?这些都是实打实的问题。
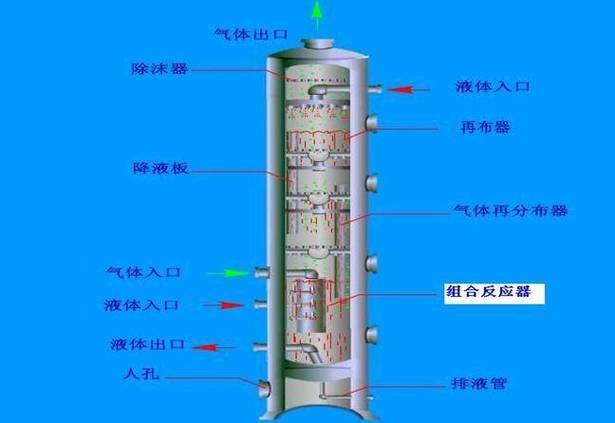 工业塔器内件复合结构设计示意图
工业塔器内件复合结构设计示意图
再往深了说,现在很多精细化工和医药中间体项目,动不动就间歇精馏,那就更考验塔器设计了。间歇操作的动态特性,稳态设计那一套根本不够用。持液量控制、操作策略优化……随便一个点展开都能写篇论文。不过今天不扯远了。
液体分布器:被低估的塔器“心脏”
如果我非要在塔器内件里评一个最容易翻车的部件,我一定选液体分布器。你没听错,不是塔盘,不是填料,就是这个看起来不起眼的东西。为什么?因为它的性能直接决定填料效率,而设计上稍有不慎,就会产生沟流、壁流,严重时甚至局部干塔。
讲个真实案例:江苏某精细化工企业,一套DN1000的溶剂回收塔,操作一年不到,塔顶产品含水量一直偏高。各种排查无果,最后吊出分布器一看——分布孔被腐蚀产物堵塞了三分之一。材质选的是304,但介质里微量氯离子在高温下点蚀,设计时根本没考虑到腐蚀工况。后来换成双相不锈钢,问题立刻消失。但老板多花了几十万,心疼得不行。
选分布器类型也有讲究。槽式、盘式、排管式,都有各自的羁绊。💡槽式抗堵好一点,但对水平度要求变态(一般要求3mm以内),盘式安装简单但液体停留时间短,排管式适合洁净物料。这些是常识,可实践中常看到一种倾向:设计人员凭经验拍脑袋选型,不去做严格的分布效果CFD模拟。
问:液体分布器设计到底要考虑哪些关键参数?
答:喷淋密度、分布点数(一般要求每平方米塔截面60-100个点)、持液量、水平度、压降、抗堵塞性、操作弹性,以及最重要的——与填料的匹配性。例如规整填料对初始分布要求极高,常用的槽盘式分布器要保证分布管小孔流速不低于1.5m/s以防堵塞,但也不宜过高以免溅液。
问:塔器开车时发现分布效果差,最可能的原因是什么?
答:多数是安装问题——水平度超差,或者分布器支管堵塞。另外,进料温度或组成与设计值偏差太大,导致液体粘度、表面张力变化,也会严重影响分布质量。建议开车前做水力学喷淋测试,这是最直接的验证手段。
看到没有,一个分布器,能牵扯出工艺、机械、安装一大堆事儿。塔器就是这么一个系统工程,任何一环掉链子,全塔遭殃。
最新实践:数字化与塔器内件制造的碰撞
这两年塔器行业一个很明显的变化,就是数字化开始渗透到内件制造环节。以前分布器开孔全靠钳工划线、钻床打孔,效率低而且精度不稳定。现在一些头部供应商已经上激光切割、机器人焊接,甚至用上了3D扫描质检。
我记得参观南通一家塔内件厂,他们给万华化学做的一批高精分布器,开孔位置度要求±0.3mm,全部用五轴激光切割完成,然后光学检测仪逐件拍照比对。现场看到那一排排槽盘整齐划一,孔边毫无毛刺,说实话,有点颠覆我对传统塔器行业的印象。不过话说回来了,这种精度往往只用在高端化学品或聚合物级分离上,普通炼化项目,很多时候还是粗放式的——能跑就行,慢慢改进呗。
此外,塔器在线监测与智能诊断也在萌芽。比如压差变送器配合机器学习算法,可以提前预警填料堵塞或分布器失效。去年在石化行业会议上,有团队展示了一套“塔器数字孪生”系统,能实时对比理论板数与实际运行板数,判断传质效率衰减。但我觉得商业落地还要几年,毕竟数据质量和模型准确性是个坎。
最后再吐个槽:行业里关于塔器的标准更新太慢了。像《板式塔工程技术规范》《填料塔工程技术规范》还是好多年前的版本,很多新型内件、新材料都没有涵盖。可厂家宣传时动不动就“超越标准”,真假难辨。作为从业者,我倒是期待新标准能更贴近工程痛点,别总是高高在上的术语堆砌。
昨晚又翻出当年手算浮阀塔盘的笔记,满满几十页,真是青春啊。如今软件点几下就出结果……但那种对工艺剖根问底的劲儿,千万不能丢。塔器设计说到底,不是算个数目,而是对流体力学与传质过程的敬畏。写到这里,该去现场了,又有一座塔等着改造。希望这次分布器别再堵了。