汽轮机叶片寿命管理:从一次惊险的断裂事故说起
干汽轮机这行二十年,最怕半夜接电话。振动突然飙升,保护动作停机——揭开缸一看,有片叶片已经裂了大半。裂纹从根部开始,沿着叶身蜿蜒了将近十厘米。就差一点点,没断成两截。那后果……不敢想。
 汽轮机叶片断裂事故现场
汽轮机叶片断裂事故现场
事后分析,原因既简单又复杂。简单,是因为材料疲劳,金属在交变应力下屈服了。复杂呢?运行记录显示,这台机过去三年启停次数远超设计值,水洗周期拖得老长,有几次操作还出现了过水冲击。这些因素叠加,在叶根应力集中区一点点啃噬寿命。说实话,这事儿不能全怪运行人员——他们根本不了解这些操作对叶片寿命的折损到底多严重。
一、叶片材料与失效模式,远比你想象的复杂
 一、叶片材料与失效模式,远比你想象的复杂
一、叶片材料与失效模式,远比你想象的复杂
现在的新机组,动不动就超超临界,蒸汽温度奔着620℃、650℃去。材料也跟着升级,从传统的1Cr13、2Cr13马氏体不锈钢,到超级9Cr、12Cr钢,甚至镍基合金。高温强度是上去了,可焊接性、热处理敏感性让人头疼。而且每种材料都有自己的脾气。
比方说,末级叶片为了防冲蚀,往往在进气边焊一层司太立合金片。这玩意儿耐磨,但和母材的膨胀系数差得远,热循环次数多了,焊缝边上容易出微裂纹。这些微裂纹在湿蒸汽里,一旦遇到氯离子——你能想象吧,电厂的水汽品质控制偶尔真的会掉链子——那应力腐蚀就找上门了。
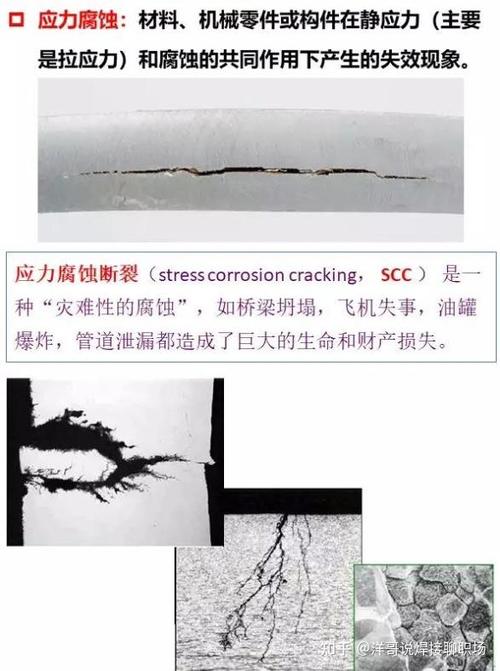 汽轮机叶片应力腐蚀裂纹显微图
汽轮机叶片应力腐蚀裂纹显微图
还有条状缺陷、夹杂物,出厂超声探伤可能放过,但运行五年十年后,这些小缺陷就变成了疲劳裂纹源。我国东南沿海那些电厂,空气盐雾重,末级叶片点蚀坑一大堆,裂纹由此萌生,每年大修都能发现一二十片需要削磨或更换的情况。真是操碎了心。
二、检测手段层出不穷,但实际应用有多少坑?
说到检测,常规的停机宏观检查——拿手电筒照照,看看表面有没有裂纹、变形、冲蚀磨损——那是基础。不过,对于内部缺陷,就要上超声波检测了。常规超声对在役叶片检测真不轻松。叶根处几何形状复杂,声束扩散,回波信号经常和轮廓反射搅在一起,判读全靠老师傅的经验。(我们有个干了三十年的探伤工,硬是靠看杂波把那些隐藏裂纹找出来了,徒弟们佩服得五体投地。)
问:我们厂一直用常规超声检查末级叶片根部,能抓住内部裂纹吗?答:能,但挑战很大。常规单晶探头对叶根齿型槽区域,容易有盲区。现在推荐相控阵超声,通过控制声束偏转和聚焦,能覆盖整个叶根。不过,相控阵设备贵,扫描方案编制复杂,人员培训不到位等于白搭。去年给一个电厂出方案,他们测了八片叶片,有三片发现疑似裂纹,最后扒出来确认,还是有两片误判——因为探头耦合不好,信号当成缺陷了。所以啊,别迷信技术,操作细节决定一切。
 汽轮机叶片相控阵检测现场操作
汽轮机叶片相控阵检测现场操作
振动在线监测也是个好东西。叶片健康监测系统(BHM)能捕捉高频振动信号,理论上能预警叶片裂纹扩展导致的刚度变化。然而——然而实际应用中,传感器安装位置、信号传输、背景噪声都会影响可靠性。燃气轮机那边用得多,汽轮机这边推广缓慢。
问:我们有两台机装了叶片振动监测系统,经常报警,拆开看又没裂纹,怎么办?答:我们遇到过类似情况。首先排查传感器本身是否松动,再检查信号调理模块。很多时候报警阈值设得太保守,把正常工艺波动也当成故障特征了。建议结合运行工况,重新标定基准,必要时采用趋势分析,看振幅是否随时间持续增大。另外,最好能有离线复检手段互相印证,比如大修时用小叶片频率测试仪测固有频率变化——频率下降2%以上就得重点关注了。
还有个手段挺实用:复型金相。把叶片表面抛光,用醋酸纤维膜拓印,回实验室看微观组织,能发现蠕变孔洞、早期疲劳裂纹。就是有点慢,不太适合现场快速决策。
三、寿命预测模型:一个又爱又恨的工具
搞清叶片还剩多少命,是电厂和制造商共同的愿望。欧美走在前头,搞出不少方法,比如GE的LCM系统,基于严格的启停、温度跟踪,结合材料蠕变-疲劳交互作用曲线,推算出剩余寿命。国内嘛,起步晚,很多模型是照着设计工况跑,实际运行数据不全,边界条件模糊。
我最烦那种“拍脑袋”的寿命评估——仅凭累计运行小时数,打个折扣就说还能跑十年。根本没有考虑启停带来的低周疲劳、超温运行、负荷波动这些瞬态过程。举个例子,有台机组设计寿命30年,结果由于前十年调峰频繁,实际等效运行小时远超常规,末级叶片在第十五年就出现贯穿裂纹。如果按照线性折损去算,这坑挖得太深了。
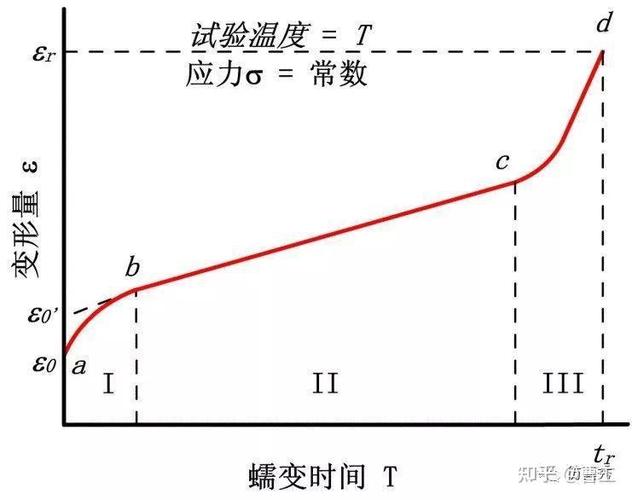 汽轮机叶片蠕变-疲劳寿命曲线图
汽轮机叶片蠕变-疲劳寿命曲线图
现在流行大数据和数字孪生。把运行数据、检修记录、材料测试结果喂给机器学习,识别降级模式。听着挺美,但数据质量是个大问题。很多老厂,MIS系统记录乱七八糟,运行日志缺项,连确切温度都拿不准。这种情况下,再牛的算法也抓瞎。所以,第一步还是老老实实把数据基础打好。
问:我们想自己评估叶片剩余寿命,但拿不到制造厂的原始材料数据和设计曲线,怎么办?答:这确实是普遍困境。一种可行的路子是逆向评估:取报废的同批次叶片,做力学性能测试、微观组织分析,确定材料等级,参照公开文献中的同类材料高温性能数据,建立模型。当然精度受影响,但好歹有个参考。最好联合专业研究机构,做加速蠕变试验,找出一套针对你们厂实际工况的评估曲线。这得花钱花时间,但比盲目延寿出事故强。
说实话,寿命管理这事,关键在全员意识。运行人员少一次粗暴启机,化学人员把水蒸汽品质维持好,检修人员不图省事——叶片寿命就能实实在在延长。没有什么高科技能替代责任心。
好了,扯了这么多。最后留个问题给你:你们厂上回的叶片事故,根本原因找到了吗?还是只换叶片了事?有些教训,不记牢,迟早重演。