自动化升级的血泪教训:为什么我放弃传统PLC,转向协作机器人?
去年年底,我们一条灌装线突然停摆——PLC报警灯狂闪,但没人看得懂错误代码。那套系统是2008年上的,连供应商都倒闭了,说明书早不知去向。电工老张蹲在柜子前抽了半包烟,最后憋出一句:‘这玩意儿跟祖传秘方似的,动都不敢动。’我当时就火了。
为什么我恨透了传统PLC的‘黑箱’逻辑?
说实话,每次打开那个控制柜,我血压都飙升。梯形图写得像意大利面条,注释全是缩写,后期改一点逻辑要停机半天。更抓狂的是,不同品牌的PLC编程软件互相不兼容——培训新电工比登天还难。这些年我们被捆死在西门子、三菱的生态里,换型造作就胆战心惊。
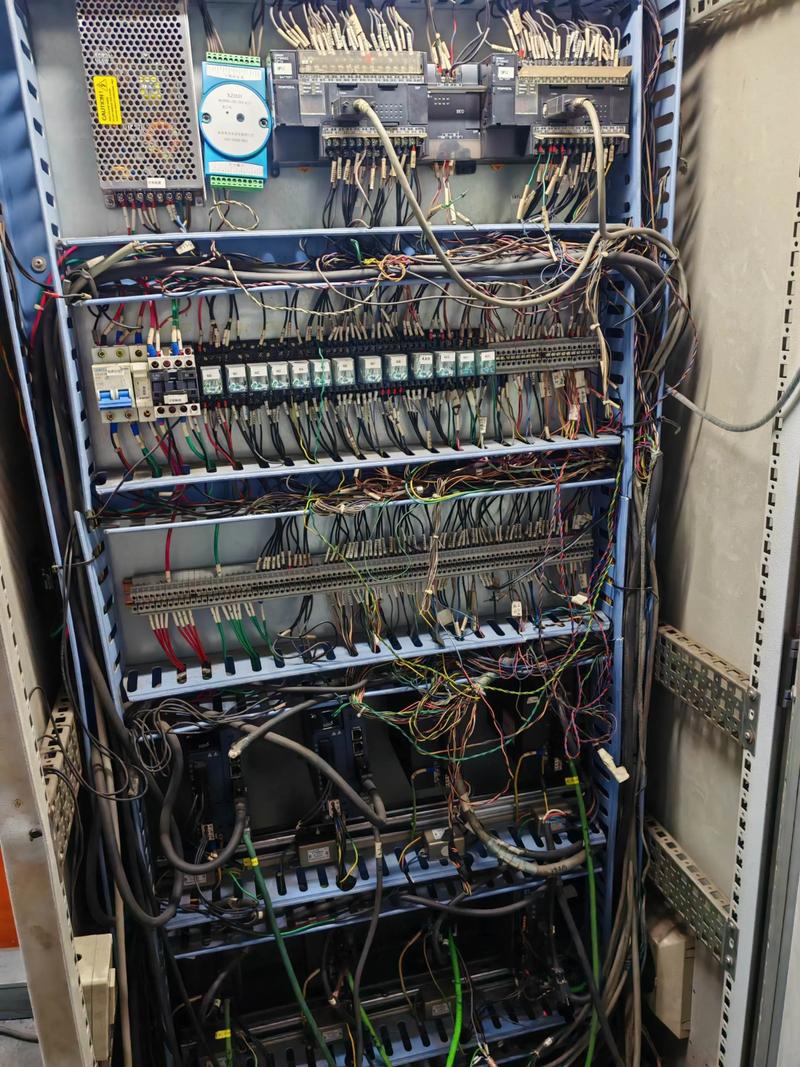 老旧PLC控制柜内部线路混乱
老旧PLC控制柜内部线路混乱
后来我们尝试用边缘计算网关来救火,把老旧设备数据抽到云端做分析。结果发现,其实很多停机都是传感器老化导致的误报,根本不是程序问题。但这中间走了多少弯路!💡 光是梳理那个乱七八糟的寄存区表,就耗了两个工程师三个周末。后来我们干脆把逻辑重写了,改用IEC 61131-3标准的结构化文本,总算能喘口气。不过话说回来,纯靠老路子升级,真的累。
从‘机器换人’到‘人机协作’的认知颠覆
去年老板说上机器人,车间老师傅集体抗议——怕失业呗。我们选型时,传统六轴机器人确实快,但安全围栏一围,占地巨大,而且示教器操作复杂,换个品种能折腾一上午。最后拍板买了某品牌的协作机器人,臂展1300mm,负载10kg,专攻上下料。刚开始工人绕着走,现在呢?他们自己学会了拖动示教,还琢磨出换产时5分钟就搞定参数切换。❗ 有个叫李姐的,原本是包装岗,现在一人看三台协作臂,工资涨了,还成了内部培训师。这种转变,真不是靠PPT能说清的。
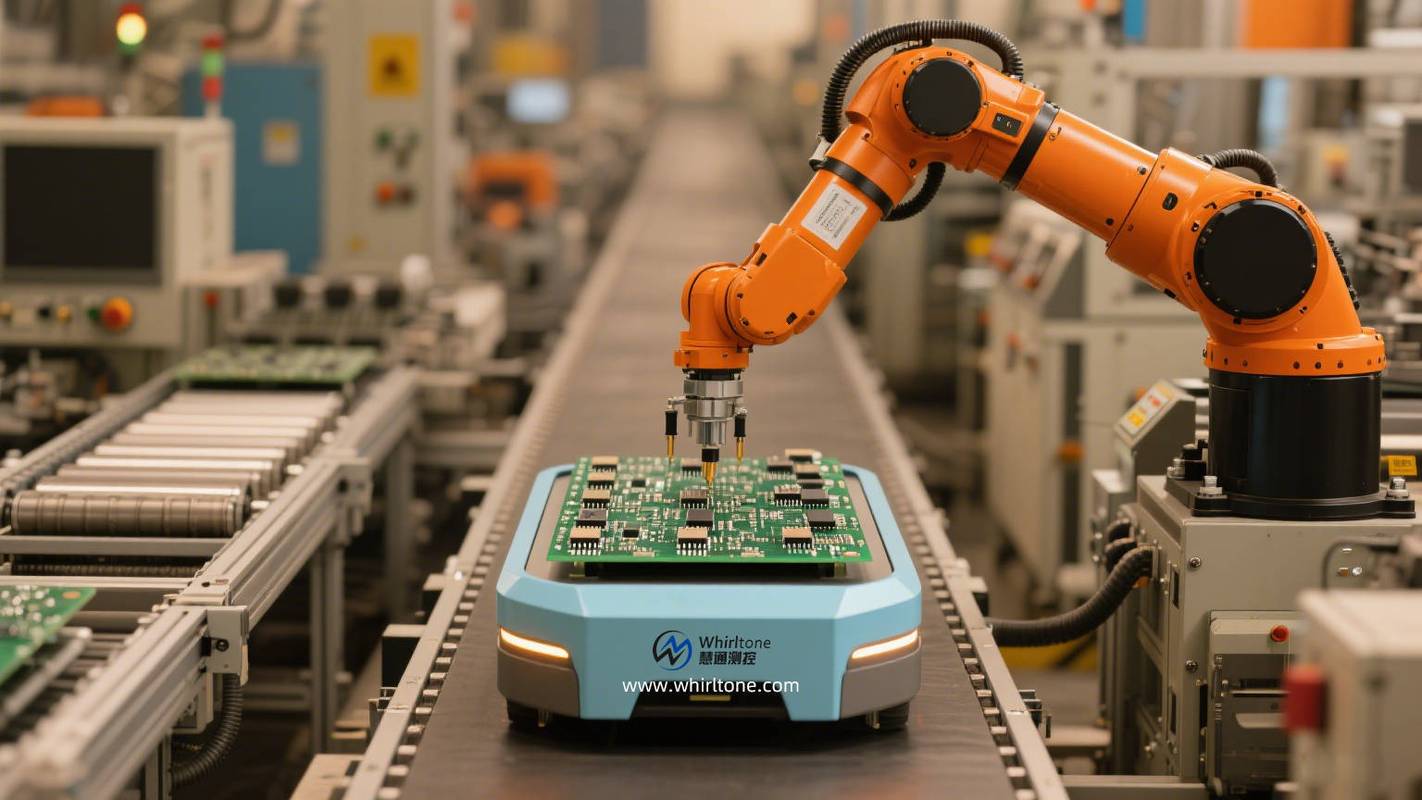 协作机器人在电子厂进行精密装配
协作机器人在电子厂进行精密装配
问:我们厂自动化底子薄,直接上协作机器人行吗?
答:完全可行,甚至更划算。它不像传统机器人需要你改造整条线,直接推到工位边上插电就能用。力控和碰撞检测功能让它即使没有围栏也能安全运行——当然前提是做好风险评估。我们有个钣金件打磨工位,粉尘大,以前招工难,现在机器人包了,工人负责抽检,产能反升了40%。关键是一线人员不排斥,因为没抢饭碗,反而把脏活累活甩出去了。
AI质检:不是万能药,但比人眼靠谱在哪?
 AI质检:不是万能药,但比人眼靠谱在哪?
AI质检:不是万能药,但比人眼靠谱在哪?
说到质检,谁没被客户退货搞到崩溃过?我们做汽车连接器,一个针脚歪斜就可能导致召回。以前全靠目检,小姑娘盯着显微镜八小时,漏检率保守估计也有3%。后来上了AI视觉系统,误报率一开始高得吓人,工人天天骂‘这破机器又卡料’。
怎么回事?我们复盘发现,光源方案没调好,还有训练样本不够——缺陷照片才200张,当然学不精。后来拉上工艺工程师,补了3000张真实产线上的NG图,加上迁移学习,模型准确率飙到99.6%。💡 现在那套系统不但能检针脚,还能识别注塑件的缩水痕,比老质检员还毒辣。有次客户审厂,指着屏幕上的缺陷标记问:‘这谁判定的?’我说AI干的,对方愣了五秒。
问:AI质检误判率高怎么办?是不是不靠谱?
答:别急着否定技术,八成是前期准备不到位。首先要保证成像稳定,哪怕环境光变化都要补偿;其次,样本必须覆盖产线上可能出现的各种变异,别只拿实验室的完美缺陷来训练。另外,别想着一步到位,先用辅助人工的方式跑两个月,积累数据迭代。我们还有个教训:一定要让现场质检员参与标注,他们才知道哪些是真正要命的缺陷,哪些是客户会放过的瑕疵。光靠工程师拍脑袋,模型永远长不大。
最后啰嗦一句,自动化这事儿,别总盯着最炫的技术。有时候把老设备联网、把数据用起来,比新上一套MES还管用。数字孪生听着玄乎,但如果你连实时OEE都算不准,那模拟出来的也是空中楼阁。最近我们在试预测性维护,振动传感器加简单的规则模型,已经成功预警了两次轴承失效——够本了。