链条选型翻了车?这些坑我替你踩过了
上周去一家食品包装线,噪音大到我想立刻逃离车间。找了半天,驱动辊筒的链条哗啦啦响,张紧轮已经调到极限了。厂长一脸无奈:“换了三次了,还是这德行。” 我蹲下来一摸——好家伙,链板都磨出了亮面,但滚子几乎没怎么转!这是典型的链条选型错误,负载特性完全没算对。更有意思的是,采购单上写的“高强度链”,实际交货居然是轻型输送链...
说实话,链条这种东西,太基础了。基础到很多人觉得闭着眼睛都能选。但真出问题了,产线停一天损失几十万,那时候才想起“基础”不等于“简单”。
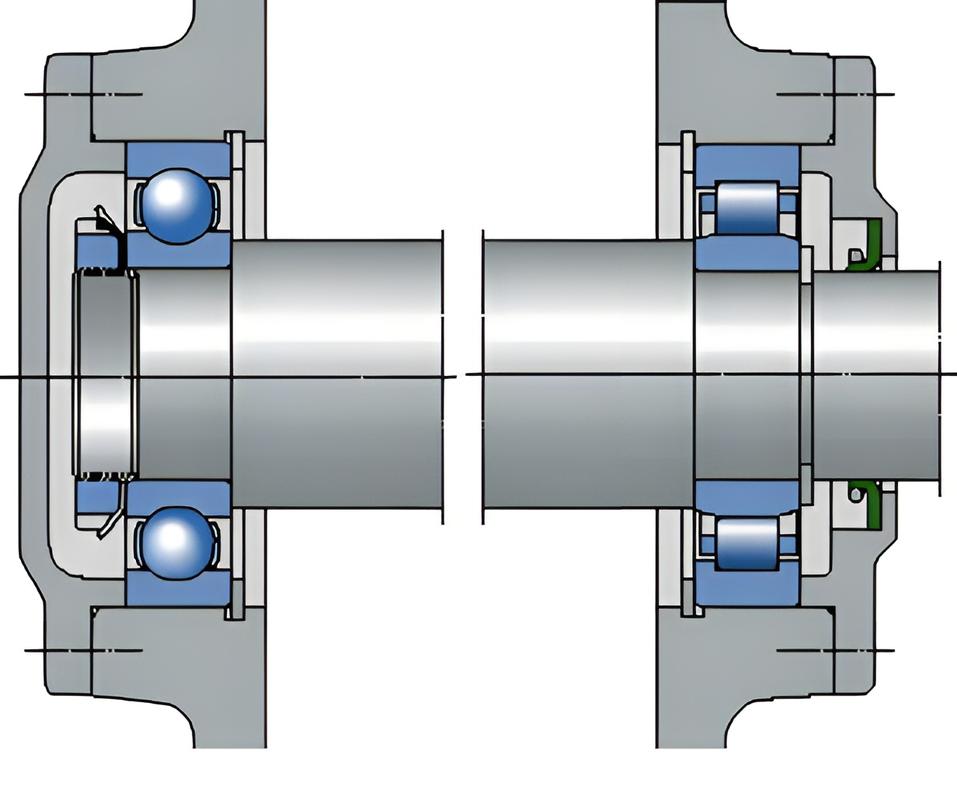
 工业滚子链磨损链板对比图
工业滚子链磨损链板对比图
今天不打算写教科书。就聊聊那些选型时没人告诉你的硬核细节,以及维护中反直觉的真相。有些观点可能会颠覆你的认知——先别急着反驳,去现场验证一下。
❌ 别再按“几寸几号”来选链了
 ❌ 别再按“几寸几号”来选链了
❌ 别再按“几寸几号”来选链了
很多人选链条,开口就是“我要16A的”。问她工况?答曰:“之前就用这个规格。” 天啊,这是传家宝吗?同样的16A,ISO标准下有两种结构:超级链和标准链,疲劳强度差30%以上。更别提那些非标节距的输送链了。
举个例子。一条倾斜输送带,角度18°,物料重且带冲击。用标准滚子链,半年必断。💡 尝试换成带密封圈的免维护链,贵是贵了点,但寿命直接翻三倍。原因?粉尘环境里,滚子与套筒之间的润滑脂被密封锁定,磨粒进不去。这就是工况决定结构。
还有,你注意到链板的形状了吗?同样节距,直板链和带腰孔的链,刚度差异巨大。腰孔能释放应力集中,适合交变载荷。可很多设计工程师压根不看这些细节,图纸上随便画个链条示意,然后扔给采购:“买条链子来”。
❗ 链轮配不好,链条寿命砍一半
链条自己不会坏?错!70%的早期失效是因为链轮齿形不对。修过一条啤酒灌装线,链条三个月就跳齿。查了老半天,发现链轮是山寨的。齿面硬度不够,磨损后节距累积误差把链条拉成了多边形。换上新链轮,几周后又开始磨损,因为被拉变形的链条反过来切削链轮——恶性循环。
这里有个经验公式:链轮最少齿数不要少于17齿,否则多边形效应会让速度波动率超过5%,精密传动直接完蛋。除非你用的是齿形链,但那东西贵多了。
 传动链与链轮啮合齿形磨损状态
传动链与链轮啮合齿形磨损状态
多说一句,双排链看似更结实,其实对链轮的对中度要求极高。稍微偏一点,两排受力不均,内排先断。我见过一个行车起升机构,双排链服役不到半年内排断裂,差点酿成事故。后来改成单排大节距,配重锤张紧,反而不出事了。✅ 有时候,简单粗暴真的更好。
💡 QA:链条维护那些纠结事
 💡 QA:链条维护那些纠结事
💡 QA:链条维护那些纠结事
问:链条伸长多少必须更换?
答:一般教科书说3%。但那是针对标准传动链。对于输送链,尤其是板式链,要看具体的节距累积误差是否导致跳齿、爬链。我习惯用测长仪量100节,超过名义长度1%就开始预警,1.5%强制更换。因为伸长意味着链板孔和销轴之间的间隙变大,冲击载荷会指数级上升。顺便说一句,千万别试图通过截掉几节来继续用——那只会加速链轮磨损。
问:润滑到底用哪种油?有人说废机油就行,真的吗?
答:听到废机油我就火大!这玩意儿是省了点钱,但里面的金属碎屑和酸性物质会直接让链条报废。🛑 标准传动链,推荐使用ISO VG 100~320的极压齿轮油,根据速度和温度来选。有粉尘的工况,千万别用稀油,要用粘附性强的润滑脂,或者干脆用固体润滑涂层链条。食品行业必须用医用级白油。现在还有超声波自动滴油系统,能省油80%,一个月回本。
🔧 2025年了,链条智能化了没?
 🔧 2025年了,链条智能化了没?
🔧 2025年了,链条智能化了没?
当然!别以为链条就是老古董。现在好多大型斗式提升机、刮板机都装了链条张力在线监测系统。贴应变片,数据无线传回。上个项目,我们就靠这套系统提前两周预警了一次断链危机——系统发现张力波动异常,拆开一看,有几节链板出现了疲劳裂纹。要是等巡检发现,恐怕早就撕裂了输送带。
还有个趋势更隐蔽:链条材质升级。某欧洲钢厂推出了一种渗碳轴承钢冲压链,疲劳强度堪比模锻链,但价格只有一半。用在重载辊道线上,寿命比传统40Mn2链条高四倍。可惜国内仿制品多,买的时候要擦亮眼睛,让厂家提供S-N曲线报告,别信口头承诺。
最后说个丢脸的事。去年给一条纸卷输送线设计链条,我自信满满选了带滚轮的弯板链。结果试车时噪音巨大,原因是滚轮与导轨的配合间隙没考虑热膨胀。广州夏天,40多度,导轨一热,滚轮卡死。后来在导轨侧面开了热胀槽,完美解决。你看,理论再牛,也得尊重现场。
所以啊,链条这物件,学无止境。每次下车间,都能发现新的惊喜——或者惊吓。🔗