齿轮,工业的硬骨头——啃不动也得啃
干了二十年机械,一说齿轮我脑子里蹦出来的不是图纸,是噪音、油污、还有车间里那台老掉牙的滚齿机——它啃起铁来震得地皮都在颤。说实话,这玩意儿粗看就一坨铁旮沓,细看?能要你半条命。精度差0.01mm,装上去那动静堪比拖拉机。
但你又离不开它。✅ 从手表里的比芝麻还小的微型齿轮,到盾构机刀盘驱动里那个直径七米的巨无霸,齿轮就是工业的骨关节,没它,机器全得瘫痪。不过话说回来,真懂齿轮的有几个?我见过太多设计工程师对着选型手册犯迷糊,也见过老师傅凭感觉调啮合间隙——结果崩齿了,一脸无辜。
选型四大坑,踩过三个算我输
 选型四大坑,踩过三个算我输
选型四大坑,踩过三个算我输
去年有个项目,客户非要用小模数齿轮做大扭矩传动,说“省空间”。行,你省你的。两个月后打电话来骂街,齿断了。这事儿怨谁?❗ 模数跟齿根弯曲强度直接挂钩,小学生都懂的道理,但一到实际就有人赌概率。
更常见的是齿面硬度配得稀碎。小齿轮淬火做得邦邦硬,大齿轮软得跟面团似的,跑起来小齿轮把大齿轮当磨刀石——一个月下来,齿面剥落得跟月球表面一样。还有润滑,以为涂点黄油万事大吉。高速齿轮箱里不搞循环油冷还带过滤?等着抱死呗。
问:我们厂有台减速机,齿轮总是点蚀,换了油也没用,咋办?
答:别光换油,查查你的油品黏度和添加剂。点蚀多数是油膜强度不够,载荷一上来膜就破。还有,齿面粗糙度是不是太大?滚齿留的痕迹深了,像小刀一样划油膜。去搞下磨齿或者珩齿,光滑了自然耐用。对了,齿轮材质呢?渗碳淬火后表面硬度够不够?一连串得全捋一遍。
还有一坑,变位系数。说实话很多小厂根本不计算,直接标准齿轮干上去,根切了都不知道。结果噪音大、寿命短,还嘀咕“国产钢材不行”。唉。
制造端的新把戏,有点意思
以前齿轮制造就那三板斧:滚、剃、磨。精度高了成本吓死人,像大螺旋角斜齿轮,磨齿时干涉得跟闹着玩似的。不过这几年有点新动静。
增材制造(3D打印)齿轮,前几年还只是概念——印出来强度差得远。现在金属粉末激光熔覆搞出了名堂💡 ,特别是拓扑优化的轻量化齿轮,内部网格结构减重20%,强度不降。我亲眼见过一个航空发动机附件齿轮,用这个工艺,原来9个零件拼装,现在一体成型。省工序、省时间,就是设备贵得肝颤。
另一个是超精加工。现在有些高端磨齿机,砂轮线速度120m/s,磨完齿面粗糙度Ra0.1以下,镜面似的。配合碳化钨涂层,耐磨损能力翻倍。不过,这么精的齿,装配误差稍大就局部过载,所以得好马配好鞍。
 五轴磨齿机加工精密齿轮特写
五轴磨齿机加工精密齿轮特写
问:粉末冶金齿轮能用于重载传动吗?我们想做低成本替代。
答:慎重。粉末冶金密度和传统锻钢没法比,抗拉强度低一截。轻载、仪表、打印机里用用还行,挖机变速箱你用这?别闹。不过温压技术能把密度提到7.5g/cm³,接近全致密,扭矩不大的场合可以尝试。务必做疲劳试验,数据说话。
维护这事儿,全靠“听”和“看”
齿轮出毛病前一般会“喊救命”。巡检的时候别只带手电,带根听棒——老家伙都知道,好的齿轮箱声音是“沙沙”的平稳声,像雨点打在瓦上。一旦有“哒哒”的敲击声,间隙大了或者齿轮偏心;要是出现尖锐的“吱吱”声,多半润滑完了,再不停机就拉缸……呃不,拉齿面。
也有走科技路线的。在线振动监测,传感器贴箱体上,频谱分析一阶啮合频率,旁边出边频带就说明齿轮有局部损伤。有时能准确到哪颗齿裂了。这套系统现在万元级就能上,不贵。
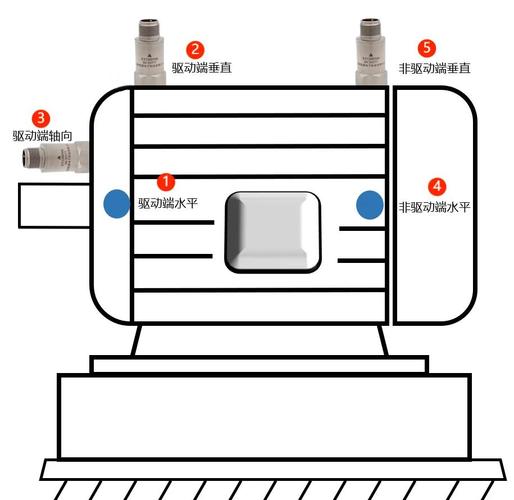 工业齿轮箱振动传感器安装示意图
工业齿轮箱振动传感器安装示意图
但看油比听声更直观。放油时用磁铁头螺丝,铁粉多?齿面有磨粒磨损。要是亮闪闪的铜末,保持架或铜垫片在啃。再闻一下,糊味——准是油温过高氧化了。
说到底,齿轮这东西,跟养孩子似的,你得懂它、伺候它。不然它一闹脾气,整条产线给你停摆。这么多年我悟出个道理:把简单的东西做极致,本身就是技术。齿轮不酷,但没它,科技全是空壳。