装配:精密制造的“最后一公里”,凭什么总让人捏把汗?
干了二十多年机械,要说最让人心跳加速的环节,我永远会选装配。不是设计不够烧脑,也不是加工不够精密,而是装配这个活儿,太考验人的耐心和——运气?不,是系统的抵抗力。一个几百公斤的箱体,螺栓错个两牛米,第二天就可能裂给你看。💢
说到这儿,想起去年参观一家德国隐形冠军的工厂,他们装配一个精密主轴,环境洁净度比手术室还高。操作工戴着手套,却用皮肤去感受轴承滚道的振动——对,不是仪器,是手指。那种微米级的触感,机器还真学不来。所以说,装配的敌人永远有两个:一个是公差,另一个是人的状态。
 高精度机器人装配汽车发动机场景
高精度机器人装配汽车发动机场景
还有个趋势是AR辅助装配。一个新人带上HoloLens,眼前就是三维工艺卡,哪颗螺钉该用多大扭矩、打到什么颜色,箭头直接标在实物上。学习曲线从三个月压缩到三天。不过话说回来,眼镜重得要命,连续戴两个小时鼻梁疼,这是目前硬伤。科技嘛,总得妥协点舒适度。
问:我们工厂还在用大量人工装配,怎么判断是否需要升级自动化?
答:这个问题扎心啊。不是看产量,而是看“犯错成本”。如果一次装配不良导致的售后费用超过你一年的人力成本——别犹豫,上自动化。或者更直观:统计一下每百台产品的返修率,超过2%就该亮红灯了。另外,看看员工流失率吧,年轻人不愿干重复拧螺丝的活,招都招不满,你不改怎么办?😤
数字化装配产线实时监控界面
所以聪明的做法是把人从体力活里解放出来,让他们负责感知和决策。我们做过试验,同样装配一个液压阀块,纯人工十分钟,人机协作四分钟,不良率还从1.5%降到0.2%。秘密就在于机器人负责定位和压紧,人负责检查密封面是否贴合,手持视觉放大镜一照,OK,放行。效率质量双丰收。
问:精密装配中,温度变化影响到底有多大?
答:超大!尤其是航空航天和模具行业。举个例子,一个直径300mm的铝合金壳体,温度每变化1°C,直径膨胀约7微米,听起来不多对吧?可你的配合间隙也就20微米,夏天车间30度,冬天15度,装配出来的预紧力天差地别。所以精密装配必须恒温,而且零件要等温24小时以上,别问为什么,问就是热胀冷缩教做人。🌡️
再聊聊防松,螺纹胶、尼龙圈、楔形垫圈,选哪个?没有通用解,得看工况。振动大的地方用楔形,高温环境得用全金属锁紧,液体环境又不一样。装配工程师得像药剂师一样配方,否则……跑着跑着零件就松了。
扭矩扳手与超声波螺栓检测仪对比
总的来说——咳,不对,其实我想说,装配技术正在从手艺向科学快速演进。2025年了,还在用老办法?试试把传感器埋进产线,把工艺卡片变成数字孪生,你会发现,故障率曲线会向你低头。当然,有些事永远不变:所有机器都解决不了的疑难,最后还得靠那个手指听振动的老师傅。这,或许才是工业最性感的一面。
为什么装配环节是“魔鬼”?
很多厂子把精力和预算砸在机加上,觉得装配嘛,拧拧螺丝,能有多大差错?结果呢,客户投诉异响,一拆解,轴承受力不均,滚道已经压出了坑。装配不是简单的堆叠,它是物理、化学、甚至流体力学的现场博弈。比方说热装轴承,温度没控好,一怼进去,内圈微裂纹,当时检测不出来,运转两百小时就……崩了。😓说到这儿,想起去年参观一家德国隐形冠军的工厂,他们装配一个精密主轴,环境洁净度比手术室还高。操作工戴着手套,却用皮肤去感受轴承滚道的振动——对,不是仪器,是手指。那种微米级的触感,机器还真学不来。所以说,装配的敌人永远有两个:一个是公差,另一个是人的状态。
 高精度机器人装配汽车发动机场景
高精度机器人装配汽车发动机场景
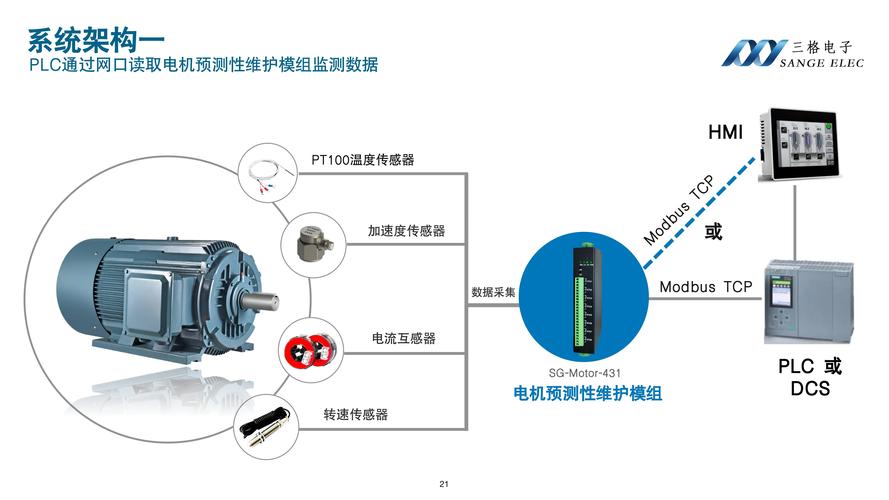
数字化装配的突围:传感器不会打瞌睡
现在好了,IoT和视觉系统开始救场。我们团队去年给一条变速箱产线做改造,每个螺栓工位加装扭矩-角度传感器,数据实时上传。一开始车间主任还嘀咕:搞这么复杂,不耽误节拍吗?结果第一个月就抓出三次异常——有个夜班工人把M8和M10的螺栓拿混了,系统直接锁死工位报警。❗ 这要放以前,等三包索赔时才发现,整个批次都得召回,那损失……你懂的。还有个趋势是AR辅助装配。一个新人带上HoloLens,眼前就是三维工艺卡,哪颗螺钉该用多大扭矩、打到什么颜色,箭头直接标在实物上。学习曲线从三个月压缩到三天。不过话说回来,眼镜重得要命,连续戴两个小时鼻梁疼,这是目前硬伤。科技嘛,总得妥协点舒适度。
问:我们工厂还在用大量人工装配,怎么判断是否需要升级自动化?
答:这个问题扎心啊。不是看产量,而是看“犯错成本”。如果一次装配不良导致的售后费用超过你一年的人力成本——别犹豫,上自动化。或者更直观:统计一下每百台产品的返修率,超过2%就该亮红灯了。另外,看看员工流失率吧,年轻人不愿干重复拧螺丝的活,招都招不满,你不改怎么办?😤
 数字化装配产线实时监控界面
数字化装配产线实时监控界面
人机协作:新装配时代的考卷
全自动化很性感,但账算下来,很多产线还是得混搭。比如协作机器人,它能不知疲倦地涂胶、压装,可遇到线束插接这种柔性活儿,机器人爪子一抖就插歪端子。这时候还是老师傅上,眯着眼,手腕一送,“咔嗒”一声入位,那感觉,就像吉他手调弦。🎸所以聪明的做法是把人从体力活里解放出来,让他们负责感知和决策。我们做过试验,同样装配一个液压阀块,纯人工十分钟,人机协作四分钟,不良率还从1.5%降到0.2%。秘密就在于机器人负责定位和压紧,人负责检查密封面是否贴合,手持视觉放大镜一照,OK,放行。效率质量双丰收。
问:精密装配中,温度变化影响到底有多大?
答:超大!尤其是航空航天和模具行业。举个例子,一个直径300mm的铝合金壳体,温度每变化1°C,直径膨胀约7微米,听起来不多对吧?可你的配合间隙也就20微米,夏天车间30度,冬天15度,装配出来的预紧力天差地别。所以精密装配必须恒温,而且零件要等温24小时以上,别问为什么,问就是热胀冷缩教做人。🌡️
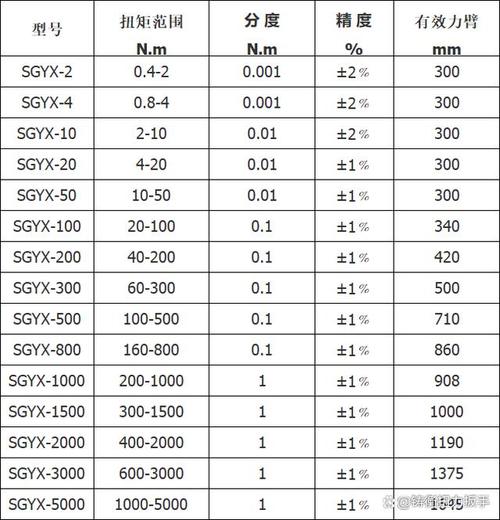
螺栓紧固:被低估的复杂性
提到装配,螺栓永远是个坑。力矩法、转角法、屈服点法,各有各的门道。上次看到一个厂子拧缸盖螺栓,用风炮“哒哒哒”一顿怼,顺序也没有,结果缸垫冲了。扭力扳手不是摆设!对角线顺序、分步拧紧、预紧力分散,这些规范都是几十年的血泪换来的。现在超声波测螺栓伸长量是个好工具,能直接看到夹紧力,就是贵,一套传感器十几万。但总比炸缸便宜吧?✅再聊聊防松,螺纹胶、尼龙圈、楔形垫圈,选哪个?没有通用解,得看工况。振动大的地方用楔形,高温环境得用全金属锁紧,液体环境又不一样。装配工程师得像药剂师一样配方,否则……跑着跑着零件就松了。
 扭矩扳手与超声波螺栓检测仪对比
扭矩扳手与超声波螺栓检测仪对比
总的来说——咳,不对,其实我想说,装配技术正在从手艺向科学快速演进。2025年了,还在用老办法?试试把传感器埋进产线,把工艺卡片变成数字孪生,你会发现,故障率曲线会向你低头。当然,有些事永远不变:所有机器都解决不了的疑难,最后还得靠那个手指听振动的老师傅。这,或许才是工业最性感的一面。