智能制造转型为何总是“半吊子”?——一位工厂老兵的真心话
上周去了一家号称投资两亿打造的“智能工厂”。产线上机器人手臂挥舞,AGV来回穿梭。嗯,看着挺热闹。可走近一看,发现MES系统跟ERP根本没打通——操作工一边盯着屏幕,一边手动往Excel里抄数据。那一刻我真想骂人。这哪是智能制造?这分明是“智障制造”。
我们真的理解“智造”吗?
说实话,这两年间跟不下五十家制造企业聊过。大家开口闭口“工业4.0”、“数字孪生”。但当你追问一句:贵公司的OEE(设备综合效率)现在多少? 很多人会愣住。然后含糊其辞。甚至有人反问:“OEE?我们上了MES系统应该就自动提高了吧?” 荒谬!❌
 智能制造工厂AGV与MES系统脱节场景实拍
智能制造工厂AGV与MES系统脱节场景实拍
智能制造绝不是买一堆自动化设备、上一套软件那么简单。我见过一个做精密零部件的厂,花大钱引进了五轴加工中心,却因为刀具数据没有联网,断刀了机床还傻转半个班。最后算下来,那次停机造成的损失,够买好几把刀。💸 所以关键在于“智能”——数据流动、决策闭环。不是连了网就叫智能。
落地时卡在哪儿?三个真实痛点
第一,人的问题。不是工人不努力。是原来的主管担心透明化后自己没存在感。别笑!这种暗地里的抵制太普遍了。我曾经帮一家家电代工厂做产线数字化改造。提前三个月培训,几个班组长却带头不配合。为什么?因为系统能自动生成报表,他们的“人工经验汇报”突然不值钱了。 后来我们怎么做?设立激励,让他们转型做数据分析角色。那几个月掉头发都多了,不过总算跑通了。😤
第二,数据孤岛。💡 很多企业喜欢用不同厂家的“最佳套件”:西门子的PLC、发那科的机器人、三菱的伺服……结果就是一堆协议互不兼容。有个客户,为了采集一条旧线的设备状态,硬是拉了八根不同接口的线,加了三台网关。最后数据上来了,延迟大得像拨号上网。这还怎么实时优化?必须从一开始就规划好统一数据架构,哪怕牺牲点单点性能优势。
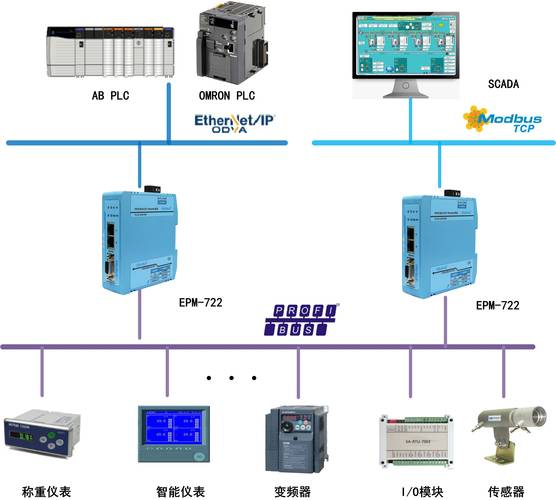 工业设备协议转换网关接线复杂场景
工业设备协议转换网关接线复杂场景
第三——也是我最想吐槽的——盲目跟风。数字孪生很火是吗?没错。但不是每家企业都需要。一个年产值不到两千万的钣金厂,老板非要上数字孪生平台,说能在屏幕里看到每台折弯机动作。我问他:你能用这些数据减少多少换模时间?他又答不上来。唉。其实先做好设备稼动率统计,再慢慢迭代,更实际。
问与答:掏心窝子聊聊
问:我厂子不大,就三四十人,搞智能制造是不是太奢侈?
答:完全不是。中小企业反而可以更灵活。你先别想什么黑灯工厂。从最痛的环节切入:比如质量检测靠肉眼,误判率高,那就上一套基于机器视觉的检测工位,几万块就能落地,不良率立马降几个点。再比如设备异常停机老靠师傅听声音,那装几个振动传感器,连上手机报警,成本很低。所谓智能制造,是解决问题的方法论,不是比谁设备贵。✅
问:我们准备上MES,但怕上了以后工人排斥,怎么推进?
答:这个问题关键在“透明化要用在正向激励上”。千万别让员工觉得是监视他们。我在一个注塑车间推MES时,把实时产量、良率展示在车间大屏上,同时设置了“最佳班组奖”,数据实时更新,大家反而抢着看。人都是这样,数据一旦跟荣誉、奖金挂钩,积极性就来了。另外,一定要让一线参与流程设计,让他们觉得系统是帮他们省事的——比如自动报工、扫码防错。否则,硬上只会阳奉阴违。🛠️
最近的一些新实践——值得参考
最近一个有意思的案例:浙江一家轴承制造商,用上边缘计算+5G,在磨削工序做到微秒级震动监测。以前要等到抽检发现圆度超差才调机,现在系统几毫秒就能预测砂轮磨损并自动补偿。良率从92%飙升到99.5%。而且这套方案没花大钱,核心就是利用现有设备信号,加计算模块。 另一个则更“土”:广东的电子组装厂,用低代码平台搭了个排程系统,把插单导致的混乱降了七成。所以啊,路子对了,投入产出比真的惊人。
还有别忘了“人机协作”。协作机器人在装配线上越来越普及。但不只是买来就用——要充分做力学风险评估。我亲眼见一个工厂,因为未评估末端工具重量,导致协作机器人频繁误判碰撞,效率还不如人工。教训深刻。
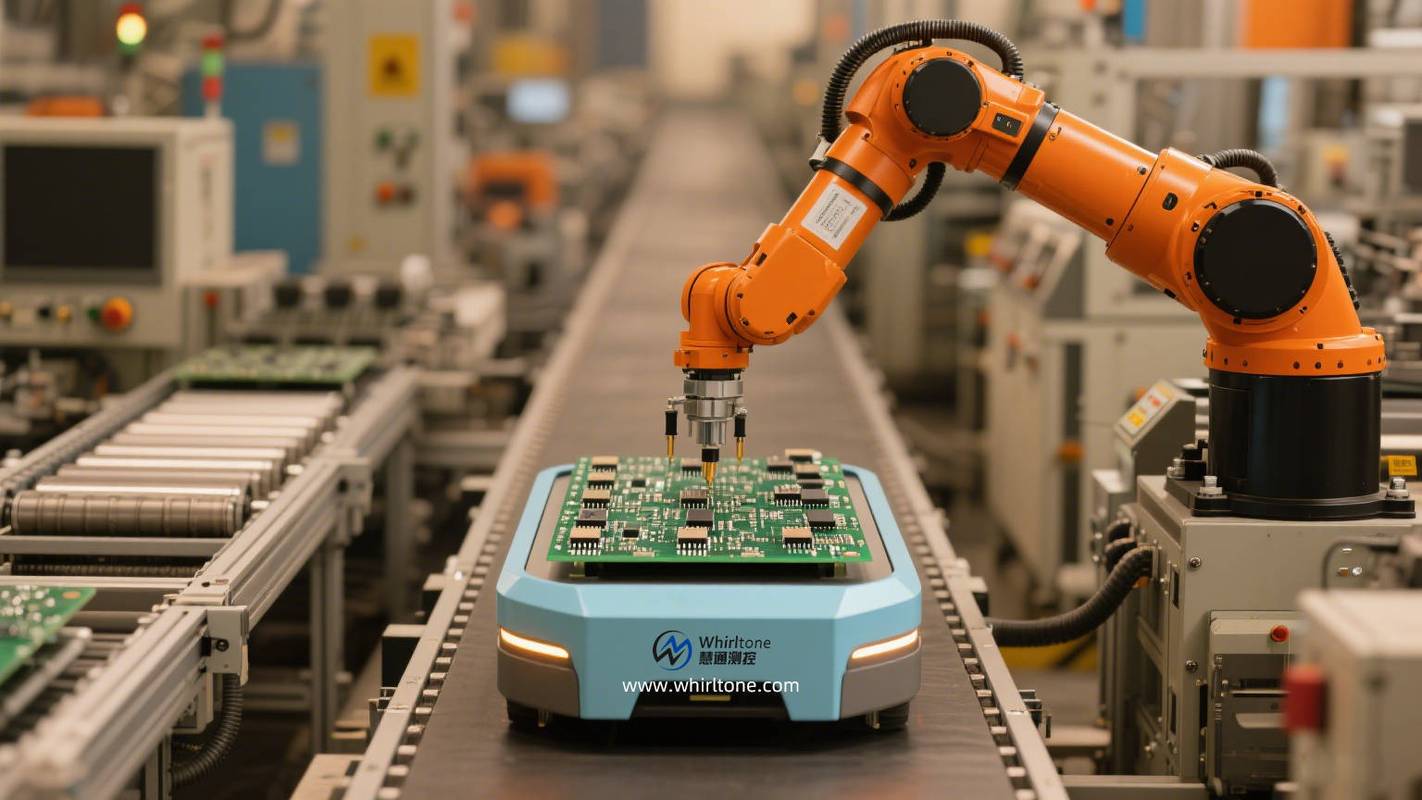 协作机器人产线安全评估现场测试
协作机器人产线安全评估现场测试
说到底,智能制造是一场管理理念的升级,不是技术改造独舞。老板的决心、中层的参与、员工的获得感,缺一不可。很多项目死在“技术方案无懈可击,却没人用”这一步。这就是现实。
好了,零零碎碎说了这么多。没有高大上的理论,都是车间里淌过汗的体会。希望正在这条路上的朋友,少踩点坑。共勉。