看板管理:车间里那些被低估的‘信号卡’
第一次被看板‘坑’,是刚入行那会儿。师傅扔过来一张油腻腻的卡片,上面手写着几个零件号,撂下一句‘去,让仓库送三箱过来’。我攥着卡片发愣,心想这玩意儿能算指令?等仓库大爷瞄了一眼,二话不说就备料,我才意识到,这张破纸片,比 SAP 系统里的生产订单还好使。
这就是看板。不是什么高深理论,它就是个信号——‘我需要,你马上补’。没有 MRP 的逻辑推演,没有层层审批,用最原始的方式直接拉动上游。可偏偏这‘原始’手法,在不少智能工厂里反而被遗忘了,大伙儿一股脑搞 MES、搞数字孪生,却忽略了最直观的物理流。
为什么说看板是‘反系统’的?
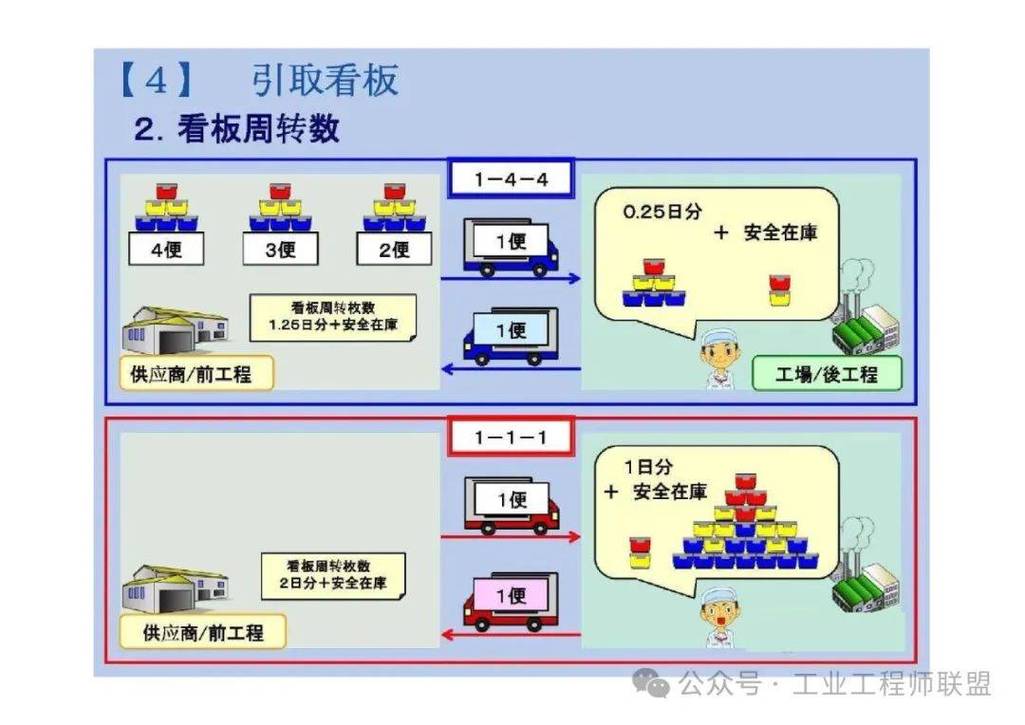
ERP 催生出堆积如山的在制品——因为系统总告诉你‘再多产一点,以防万一’。看板正好拧着来:后工序没消耗,前工序就停产。我第一次接触这种逻辑,觉得违背直觉。但研究了丰田早期的案例:冲压车间换模时间从几小时压缩到十分钟,就是被看板逼出来的。为啥?因为看板要求小批量、多频次,不缩短换模,生产线就得断流。
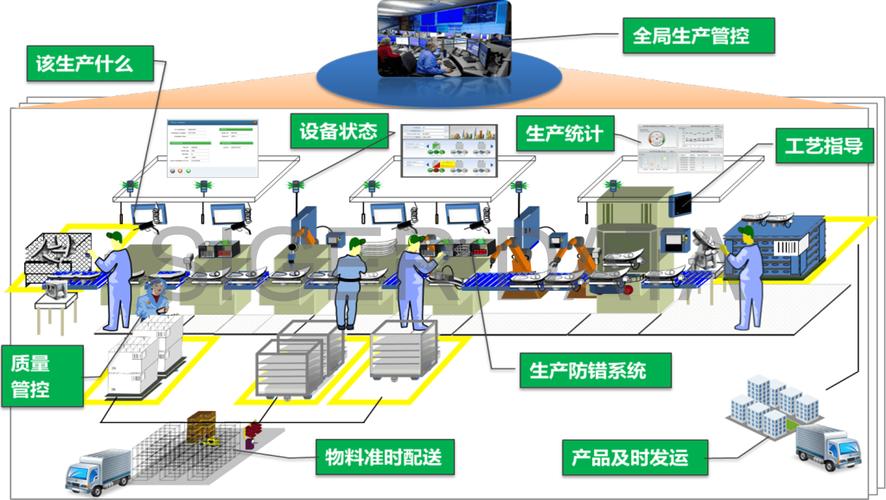
 丰田冲压车间快速换模看板系统
丰田冲压车间快速换模看板系统
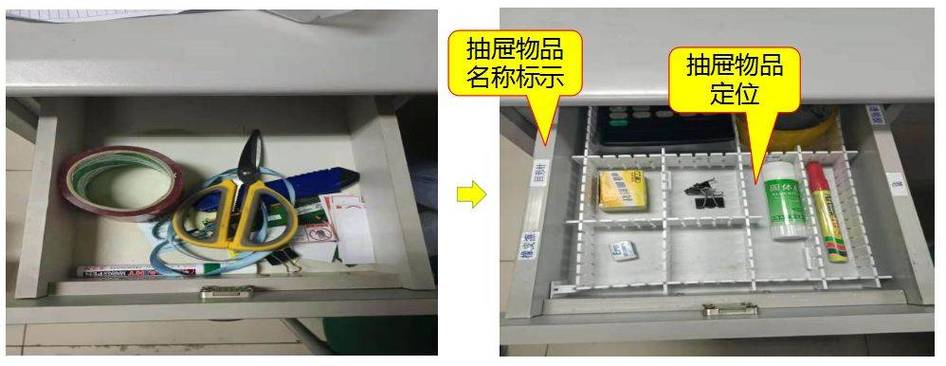
说实话,很多厂把看板用成了‘补货单’,只知其然。真正有效的看板,必须绑定三个硬条件:容器定量、循环频次、缓冲基准。缺一个,就退化成了领料单。我曾在一家汽配厂见到所谓‘电子看板’——其实就是个工位屏,显示计划数量。工人照样提前加工,做完堆在一边。这叫看板?别逗了。
数字化?别急着扔掉物理卡片
一谈工业4.0,就有人急着把物理看板‘升级’成电子屏。没错,电子看板在数据追溯、动态调整上有优势,但现场工人对物理卡片的触觉反馈,屏幕替代不了。卡片插在回收盒里,满到警戒线,下意识就明白该叫料了。屏幕上的数字变化,远没有那么强的行为驱动。
不过,一个折中方案挺奏效:保留物理看板,但加个二维码。扫码上传消耗数据,后台自动触发叫料,同时保留实物回路。我去年帮一家中型机械厂做试点,缺料导致的停机时长降了 40%,就是靠这套‘半数字’看板。投资不过几台手持终端。
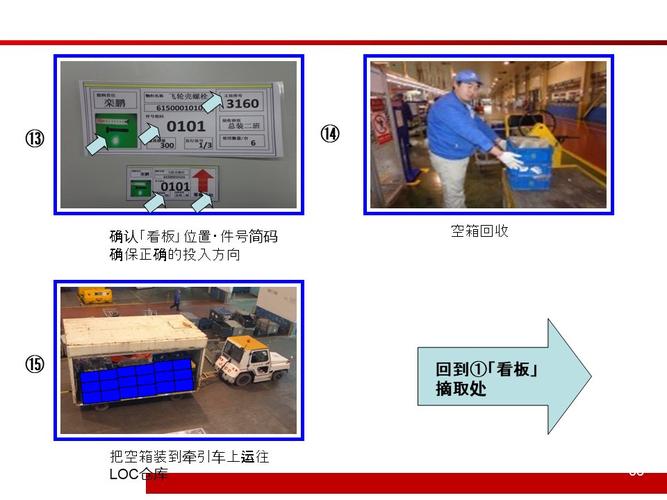
 机械加工车间带二维码的物理看板卡片
机械加工车间带二维码的物理看板卡片
问:看板管理只适合大批量生产吧?我们单件小批量,是不是没用?
答:错!单件小批量更该用。看板本质是通过库存水位来暴露问题。小批量意味着频繁切换,看板能直观传递哪种零件该优先准备。你完全可以用‘临时看板’或‘信号看板’,设置不同的触发点。别被传统概念束缚住。
问:领导总想一步到位上电子看板系统,怎么说服他先从物理看板做起?
答:直接带他到车间蹲一天。统计因 IT 系统延迟、扫描枪故障、网络卡顿导致的等待,再对比物理看板随手一插的响应速度。数据甩脸上——投资百八十万的系统,可能还不如几张塑封卡片可靠。等流程跑顺了,再逐步数字化不迟。
看板到底管什么?不只是物料
 看板到底管什么?不只是物料
看板到底管什么?不只是物料
大多数人理解看板都是‘物料补充’。其实它还能管生产均衡、管信息流,甚至管决策权下放。当产线工人有权根据看板消耗来叫停上游,管理层就不用天天盯报表。这种‘自働化’(带人字旁的动)才是核心。
我印象最深的一次:一家注塑厂,换模后总产出一堆废品。诊断下来,不是模具问题,而是原料干燥时间被抢工缩短了。引入‘质量看板’——每批次原料干燥完毕,必须由质检挂绿色看板卡,才能投料。废品率直接从 3.2% 降到 0.5%。你看,就多了一张纸。
当然,这玩意儿也有极限。当供应链波动剧烈,或者工艺极度依赖配方保密,纯粹靠看板拉动会崩。那时候需要混合模式:推式计划骨架,看板做动态补丁。
最后啰嗦一句:别把看板当成‘精益’的装饰。它是个照妖镜,流程里的任何迟缓、任何不合理库存,都会在看板面前现形。真正用好它,得先有暴露问题的勇气。