过盈连接:别再瞎算过盈量了!一个老工艺师的现场笔记
干了二十年工艺,过盈连接这东西,说实话,到现在还经常让我半夜惊醒。不是因为多复杂,而是因为太多人——包括一些画了十年图的老工程师,还在凭感觉选过盈量。结果呢?要么压装时直接裂了,要么用着用着松脱,前阵子有个厂就因这个召回了整批主轴。过盈连接不是玄学,但瞎搞比玄学还玄。
过盈量选对了,项目就稳了一半
每次有新来的小子问我,我就一句话:“先算清楚你要传多大扭矩。”很多人张嘴就是“H7/s6”,问为什么,答不上来。过盈量的核心公式其实就那几个,但关键在修正系数。材质弹性模量、摩擦系数——你以为手册上的0.12就是0.12?实际装配表面,有油没油、粗糙度不同,摩擦系数能差出一倍!
上个月一个风机叶轮,设计按光滑表面算的过盈,压装后现场一跑,2000转就微动摩擦腐蚀了。拆开一看,配合面因为加工刀纹,实际接触面积不到60%。后来我们实测了摩擦系数,重新调整过盈量,加了表面磷化处理——现在跑得稳如老狗。
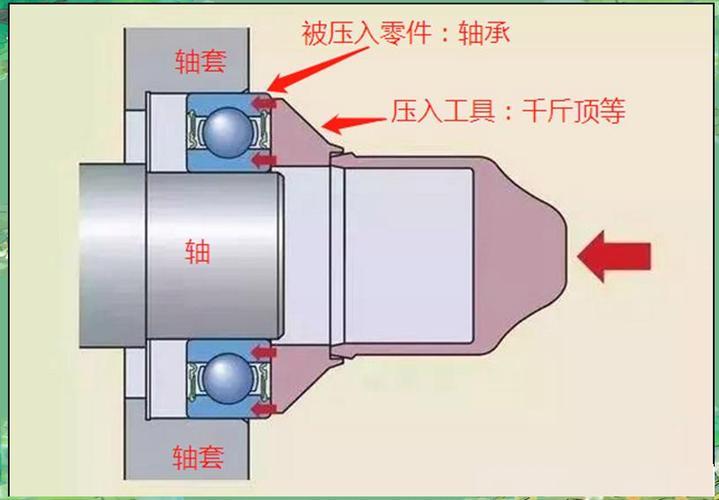
 风机主轴过盈配合压装工艺现场图
风机主轴过盈配合压装工艺现场图
这里面有个坑我想特别提一下:薄壁件。很多设计不考虑外圈壁厚影响,壁厚与孔径比小于0.3时,实际的径向压力会比计算值小30%以上。别问我是怎么知道的,当年一个铝壳电机,压进去后定子变形量超了2丝,整批报废,那滋味……
装配方法选错,理论再完美也白搭
 装配方法选错,理论再完美也白搭
装配方法选错,理论再完美也白搭
压入法和温差法,到底怎么选?别听销售吹他们设备多牛,自己按工况算笔账。
压入法简单粗暴,但有个致命伤:配合表面会因微峰剪切导致实际过盈量损失。尤其是粗糙度Ra大于1.6的,压入时表面应力集中,损伤积累后,有效过盈量可能只剩设计的70%。我在十年前的精密机床主轴上栽过跟头,后来一律要求配合面Ra0.8以下,且压入前涂二硫化钼。
温差法呢,加热轴承到120℃就够了?大过盈量时,你还要考虑冷却速度。现场工人手忙脚乱一耽搁,轴承半道就卡住了,这时候锤子一上,轴承就废了。我们现在的做法是,加热后保温时间至少按壁厚每毫米1.5分钟算,操作流程精确到秒,用红外测温枪三点确认。
问:过盈连接转动时异响,换新轴承也没用,是不是过盈量有问题?
答:异响不单看过盈量。先检查配合面有没有微动磨损痕迹,如果有,多半是过盈不足或者表面光洁度不达标。但还有一种情况:轴肩圆角干涉。轴承内圈倒角与轴肩圆角半径不匹配,压紧后内圈膨胀不均,运转时会周期性挤压,发出“嗡嗡”声。我们曾遇到过一批,把圆角从R0.5加大到R1后,声音立马消失。
还有个事儿,温度!高速轴发热后,内圈升温比轴快,实际过盈会随温升衰减。计算时必须代入工作温度下的材料膨胀系数。我一般会额外加15%的过盈裕量,用于补偿热损失。
拆装与失效:那些血淋淋的教训
很多人只管装,不管拆。一个过盈连接设计,如果不考虑可拆卸性,那是耍流氓。用液压拆卸时,油压建立要慢,突然高压可能导致配合面拉伤,形成沟槽,这轴就废了。我们规定升压速率不超过5MPa/s。
 液压拆装过盈配合联轴器操作示意图
液压拆装过盈配合联轴器操作示意图
再提一个隐蔽失效:应力腐蚀开裂。在潮湿环境或腐蚀性介质中,拉应力与腐蚀共同作用,过盈产生的残余拉应力会成为裂纹源。之前做化工泵,材料用316L,过盈量按常规选,不到半年,叶轮孔边缘裂纹。后来我们双管齐下:降低过盈量至弹性极限的40%以下,同时表面做钝化处理,问题解决。
问:为什么过盈配合的齿轮拆下来再装回去,传递扭矩就下降很多?
答:很典型。塑性变形累积。第一次装配时,微峰已经被压平,有效过盈量损失。拆出后表面硬化层可能还剥落了。再装时,实际过盈已小于初始值,而且摩擦系数也变了。所以,拆过一次的过盈配合,原则上要降额使用,或重新测量尺寸后修正过盈。我们厂对关键传动件,直接规定拆后不再用,除非重新镀层或换套。
现在新型材料越来越多,陶瓷与金属的过盈连接,热膨胀系数差三倍,设计时要考虑温度范围,必要时用梯度合金套过渡。还有碳纤维轴,过盈量稍大就分层……这些前沿坑,以后有机会再聊。
过盈连接就像婚姻——配合太松没安全感,太紧迟早崩。关键在精确计算、过程控制、和对细节的死磕。别抄手册,去摸透你手上那个零件的脾气。