工业压力容器:从一块钢板的命运说起
去年在山东一家化工厂,我蹲在一台刚退役的反应釜旁边,用手摸过它外壁交错的裂纹——那些像干涸河床一样的纹路,藏着多少次温度和压力的剧烈波动?厂长苦笑说,本来设计寿命还有八年,可实际工况比图纸上苛刻得多。这事儿让我想了很久。我们天天谈智能制造、数字孪生,可最基础的压力容器,真的被足够重视了吗?
 工业压力容器内部腐蚀裂纹特写
工业压力容器内部腐蚀裂纹特写
说实话,很多人觉得容器就是个大铁罐子,没什么技术含量。错得离谱。一台高压加氢反应器,壁厚超过200毫米,运行在450°C、20MPa的临氢环境下,材料哪怕有百万分之几的氢脆敏感性,都可能酿成灾难。我见过太多人只盯着工艺参数,却忽略了材料本身的‘脾气’——比如Cr-Mo钢回火脆性的窗口期,稍有不慎,韧性直接断崖式下跌。
材料:被低估的生存游戏
选材是压力容器设计的起点,也是最大的坑。前年有个项目,介质含微量湿硫化氢,设计院直接选了抗氢钢,结果基层焊缝热影响区还是出现了硫化物应力开裂。为什么?因为焊后热处理没做到位,硬度超标了那么一点点。就一点点,差点酿成大修。❗
现在新兴的复合材料储罐很有意思,比如玻璃纤维缠绕的环氧树脂罐,用在氯碱行业盛装盐酸,耐腐蚀性秒杀传统钢衬塑。但它的致命伤是抗外压能力弱,抽真空稍不注意就瘪了。我还见过用碳纤维全缠绕的CNG气瓶,工作压力20MPa,重量只有钢瓶的三分之一——不过话说回来,每只气瓶光碳纤维成本就上千,老板们算账的时候表情都很微妙。
问:压力容器用双相不锈钢到底值不值?
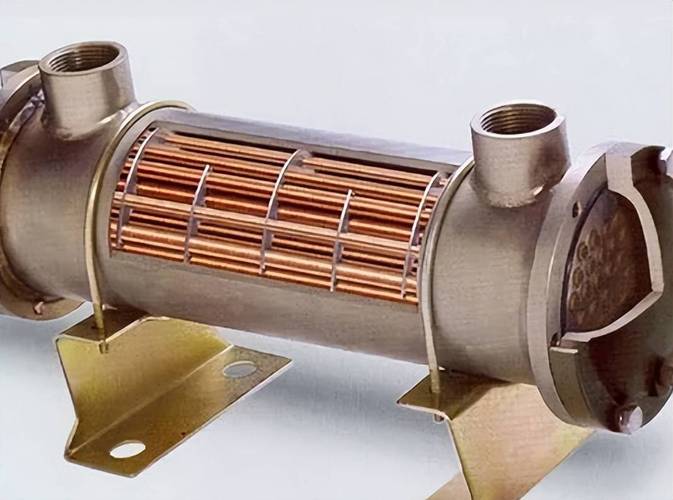
答:看工况。如果是高氯离子环境,比如海水冷却器,2205双相钢的耐点蚀当量(PREN)轻松超过35,寿命比316L延长三倍以上。但如果你用在高温浓硫酸里,双相钢的脆性相析出会让你怀疑人生。我一般建议,温度超过300°C的强氧化性酸,还是老老实实上高硅铸铁或者钽衬里——贵是贵,但停产一天的损失可能就够买一台新设备了。💡
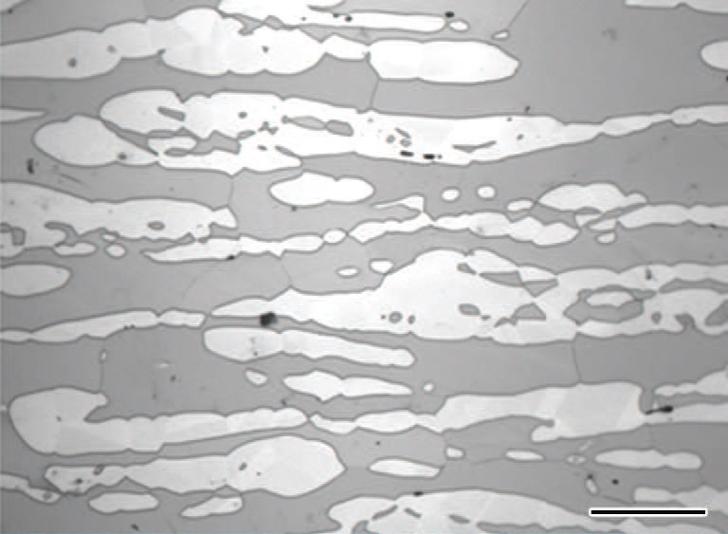 双相不锈钢金相组织显微镜图像
双相不锈钢金相组织显微镜图像
说到材料就不得不提标准。国内现在很多项目要求ASME VIII-1或者VIII-2,甚至欧盟的PED指令。可我发现一个怪现象:有些厂家为了取证而取证,拿了U钢印却焊不出合格的P-No.5B材料。表面看是工艺纪律问题,根儿上是对材料焊接性的理解太浅——比如对P91钢而言,预热温度不够,焊后冷却速度控制不当,马氏体转变不充分,残余奥氏体一多,蠕变强度直接拉胯。
制造:焊缝里的魔鬼细节
焊接是容器制造的七寸。一台大型储罐的纵环焊缝加起来几公里长,任何一个未熔合、夹渣、气孔,在交变载荷下都可能成为疲劳裂纹的源头。我记得有一次监造,焊工为了图快,在坡口边缘引弧,留下几个肉眼都难发现的弧坑裂纹。幸亏被无损检测的相控阵超声揪了出来,否则投产后低温脆断的风险极高。当时我真是又气又庆幸——这种低级错误,毁掉的不只是一块钢板,是整条线的安全底线。
现在数字化在焊接上的应用有点意思。比如焊接电源联网,实时监控热输入、层间温度,超限自动报警。还有激光视觉跟踪,能让埋弧焊的焊丝始终对准坡口中心,减少偏移量。但别指望这些能完全替代人的经验。焊工的手感,对熔池流动性的判断,是冷冰冰的算法暂时学不会的。我更愿意把这些技术看作‘防呆’手段——避免人在疲劳时犯傻。
问:压力容器的焊后热处理(PWHT)是不是越久越好?
答:绝对不是。保温时间过长,晶粒粗化,韧性下降;过短,残余应力消不掉。通常根据壁厚按标准公式计算就够了,比如ASME规定每25毫米保温1小时。但关键是要控制升温速度和冷却速度,尤其是对Cr-Mo钢,400°C以上的急冷可能导致再热裂纹。我见过最夸张的案例,热处理炉温控表偏差50°C,整批低温钢容器焊后硬度偏高,全判废。✅
检验与最新实践:被数据动摇的传统
传统的压力试验,现在越来越多地被声发射检测替代或补充。水压试验只能告诉你漏不漏,声发射却能捕捉到加压过程中缺陷扩展的‘信号’。去年一个大型LNG储罐,水压试验时声发射探头在筒体与接管连接处捕捉到明显的Kaiser效应偏离,后来做的TOFD确认了微小裂纹。这件事让我彻底服了这项技术——很多时候我们缺的不是检测手段,是敢于怀疑‘眼见为实’的思维。
近两年基于风险的检验(RBI)在炼化装置普及很快。它不按固定周期拆开检查,而是根据容器的损伤机理和失效概率动态安排检验。比如一台介质洁净、运行平稳的氮气缓冲罐,可能十年都不需要开罐;而一台经常受冲刷的催化裂化反应器,也许两年就得测厚。不过RBI的命门是数据质量,如果企业连基本的腐蚀回路都划分不清,算出来的风险矩阵就是废纸。
 工业容器声发射检测现场设备布置
工业容器声发射检测现场设备布置
还有个趋势——数字孪生。给压力容器建立三维模型,接入实时DCS数据,模拟疲劳蠕变损伤的累积。理论上很美,但实际维护模型的成本高得吓人。而且很多老装置的设计资料残缺不全,反向测绘精度又有限,导致模型与实体偏差较大。我们试过在一个重整反应器上跑FEA,结果与实际壁厚减薄趋势差了20%,最后老老实实加装了高温超声在线测厚探头才算踏实。
说实话,技术进步再快,最终落地还是靠人。我见过太多PPT上完美的方案,一到现场就变形。与其追逐那些炫目的概念,不如把材料选对,把焊缝盯牢,把每道热处理曲线复核到位。这些最笨的功夫,恰恰是工业容器安全的真正护城河。
写到这里,又想起山东那台反应釜。如果当初选材阶段多做一些硫化氢工况的模拟,焊工培训再严格一些,也许它的寿命能延续更久。可是工业现场哪有什么‘如果’?只有写进事故报告里的叹号和问号。