环氧结构胶粘剂:工业制造的隐形骨架
上次去某新能源车企的焊装车间,亲眼看见机械臂夹着一块块铝合金板,点焊火花四溅——但每道焊缝旁边,还拖着一条细细的胶线。我忍不住问现场工程师:这胶是干吗用的?他头也没回:‘没有这层胶,这个车身两年就得嘎吱响。’
这句话让我记到现在。胶粘剂,在很多人脑子里还是文具店那种白乳胶、502的形象。可工业现场用的——尤其是环氧结构胶——那完全是另一个物种。它不是把东西简单粘住,而是在微观层面咬进材料表面,重新分配应力。说它是现代工业的隐形骨架,一点不过分。✅
为什么环氧结构胶越来越吃香?
实话实说,十几年前我刚入行时,老一辈工程师对胶粘接普遍不信任。“胶水粘的,能比螺栓扛造?”可现在呢?风电叶片、高铁侧墙、甚至飞机机舱地板,都在用环氧结构胶。根本原因就一个:它解决了焊接和铆接解决不了的问题。
比如异种材料连接。钢和铝,热膨胀系数差一截,焊了容易裂,铆了又重。环氧胶层能吸收形变,同时提供20-30MPa的剪切强度——这是工程塑料级别的数据了。而且它耐疲劳。汽车跑在搓板路上,焊缝会慢慢萌生裂纹,胶层却能把振动能量耗散掉。我见过一个对比试验:同样厚度的铝板试片,焊点件在100万次循环后断了,胶接件跟新的一样。
不过话说回来,环氧胶也不是万能。它对表面状态敏感得要命,对固化温度也挑剔。室温固化慢,加热固化快但耗能。所以现在整车厂最爱用的是单组分热固化环氧——涂装车间过烘箱时顺便把胶也固化了,不额外费电,还省了一道工序。💡
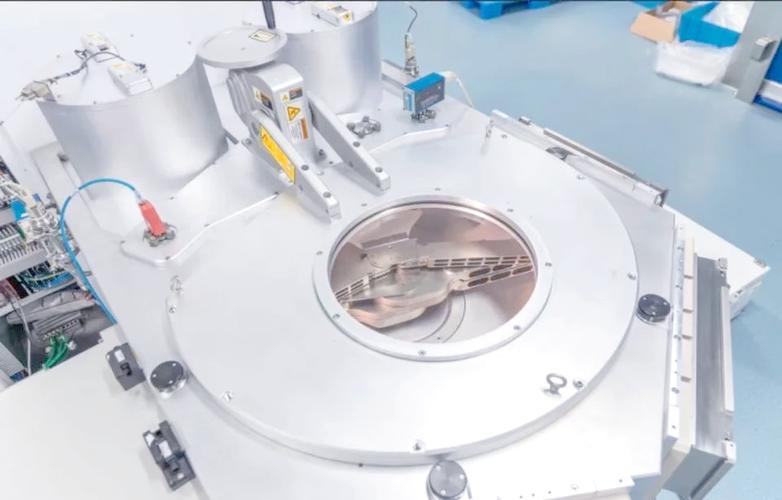
 汽车白车身结构胶涂布自动化生产线
汽车白车身结构胶涂布自动化生产线
问:环氧胶和普通瞬干胶到底差在哪?
答:瞬干胶(氰基丙烯酸酯)靠潮湿引发聚合,几秒就粘牢,但脆性大,一受冲击就碎。环氧胶是交联固化,韧性可调,而且能填充间隙——零件表面不可能镜面般平整,0.5毫米的胶层厚度很常见。更关键的是,瞬干胶不耐溶剂不耐温,80℃以上就软了;环氧胶长期耐温150℃以上,特定配方能扛到200℃。所以结构承力件,没人敢用瞬干胶凑合。
表面处理——不能省的关键细节
这是我无数次跟工厂吐槽的痛点了❗。很多人觉得,胶嘛,挤上去压紧就行了。结果三个月后整片脱开,粘接面光滑得像镜子。他们忘了,胶粘的本质是分子间作用力,必须让胶浸润基材表面。油污、氧化层、脱模剂残留——随便哪个都能让粘接强度腰斩。
某次我在一家做铝合金散热器的厂里,看他们用酒精棉擦一下就直接上胶。我当场拿达因笔一划,表面张力28 mN/m,远低于环氧胶要求的最低38 mN/m。后来改成在线喷砂+等离子处理,粘接强度直接翻了1.7倍。那厂长后怕:“之前那批货要是装到车上,得出大事。”
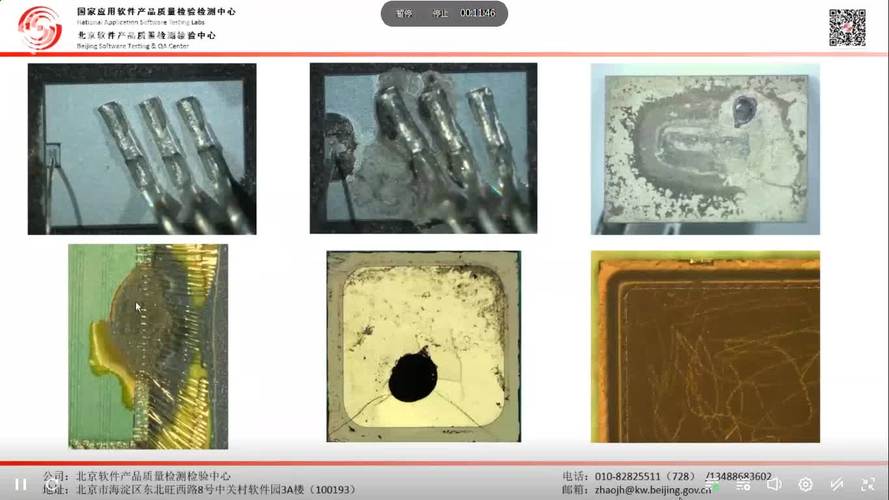
 金属表面喷砂处理微观粗糙度增强粘附力
金属表面喷砂处理微观粗糙度增强粘附力
问:粘接面用酒精擦擦就行了吧?
答:千万别!酒精只能除掉浮尘,对油膜几乎无效。工业上常用的预处理有机械打磨、喷砂、磷化、阳极氧化,还有一些化学处理剂。尤其是铝合金,自然氧化层疏松,必须去除并生成致密的转化膜。有个简单的现场判别方法:处理完的水膜试验——水上去能铺展成连续水膜,而不是聚成水滴,基本就达标了。但注意,有些处理剂会留下抑制固化的残留物,得用去离子水冲干净。
新能源浪潮下的胶粘剂新挑战
 新能源浪潮下的胶粘剂新挑战
新能源浪潮下的胶粘剂新挑战
这两年最拉动环氧胶用量的,不是汽车白车身,是动力电池。方形电芯粘成模组,模组粘成电池包,整包还要跟底护板密封——一辆电动车用胶量能到5-8公斤。而且要求变态:导热、绝缘、阻燃、耐电解液、耐-40℃到80℃冷热冲击... 有时候还得有弹性,防止电芯膨胀收缩把胶层撕开。
我接触过一个案例,某电池厂用普通环氧灌封,三个月后出现微裂纹,导致电芯间绝缘失效。后来改成聚氨酯改性环氧,断裂延伸率从1%提到15%,问题解决了。这就是胶粘剂典型的配方魔术:在环氧网络里接上柔性链段,既保持强度又赋予韧性。所以说,一款胶打天下的时代早就过去了,现在必须对着具体工况来设计分子结构。
还有个被严重低估的方向:胶粘剂与结构设计协同。很多设计工程师不懂胶的特性,按铆接的思路留搭接边,结果接头应力集中,没发挥出胶的均载优势。事实上,胶接接头最怕剥离力,设计时应尽量让胶层受剪、受压,避免扯开。我见过一个巧妙的结构,在电池下护板用折边把胶层包裹起来,形成“锁定”效应,剥离强度提升了三倍有余。这就是懂胶的设计师能创造的价值。
写在最后?没有所谓的最后。胶粘剂技术还在猛跑,生物基环氧、可拆解胶、自修复胶已经在实验室里了。下次进车间,看见那条不起眼的胶线,千万别再忽略它——那薄薄一层,可能藏着十年工龄也看不透的门道。