焊接,为什么我们还在“烧”?——一个老焊工的技术沉思
一把焊枪,一溜火星,一辈子。说实话,现在看着车间里那些六轴机器人挥舞着激光头,我偶尔会恍惚——三十年前我蹲在钢板上烧第一条焊缝的时候,哪想过焊接有一天会变成这样?但话又说回来,烧还是烧,只是“烧”的法子彻底变了。
从一把焊枪到一束激光:技术的迭代真的进步了吗?
我们那时候,手工电弧焊是绝对的主力。焊条一根接一根,飞溅烫得胳膊上全是疤,夏天裹着皮围裙,汗水顺着脊背往下淌。焊缝漂亮不漂亮,全看手稳不稳,电流调得对不对。现在的小年轻,动不动就说“激光焊”、“电子束焊”,好像传统焊已经进博物馆了。可你到重工行业看看——船厂分段、钢结构厚板,还不是照样二氧化碳气体保护焊打天下?
不是说新技术不好。激光焊确实牛,热影响区窄得像刀切,变形量小得让人惊叹!用在汽车白车身上,速度能甩手工几条街。但❗问题来了:一套大功率激光器加上防护、水冷、机器人集成,没个几百万下不来。中小企业买回来,利用率能有多高?我见过太多工厂,花大价钱上了全自动焊接线,结果因为工件一致性差、编程跟不上,最后还得老师傅拿着焊枪上去“擦屁股”。
 大型船厂二氧化碳气体保护焊厚板焊接作业现场
大型船厂二氧化碳气体保护焊厚板焊接作业现场
焊接这东西,本质上是个热过程,牵涉到冶金、力学、控制一堆学科。你以为把两块铁熔在一起就好了?错了。焊缝金属的凝固组织、热影响区的晶粒长大、残余应力的分布——哪一样弄不好都会埋下隐患。最近我看资料,说搅拌摩擦焊在铝合金车体上用得越来越多,固相连接,根本没熔化,强度保持得极好。这思路多巧妙啊!可惜,很多人只知道“焊”,不知道背后的原理。
说实话,有些所谓的“革新”有点过头了。比如某厂强推的冷金属过渡焊,号称无飞溅、低热输入,结果薄板一焊一个洞,参数调得工程师都快哭了。后来发现,根本不是技术不行,是焊丝质量不稳定,每批次含硅量都不一样。你看,基础材料跟不上,再高端的技术也白搭。
机器人抢了我的饭碗?——自动化焊接的现实与谎言
这年头,一谈焊接就必提焊接机器人。媒体天天渲染“无人工厂”、“黑灯车间”,搞得好像焊工要集体下岗似的。我呵呵。你去任何一个焊接车间蹲两天就知道,机器人根本不是来抢饭碗的——它是来干那些人不愿意干、或者干不好的重复性工作的。
大批量标准件,比如汽车底盘副车架,机器人一天24小时不带停,焊缝一致性甩人工几条街。这我承认。但⛔现实世界里,多少工件是标准件?工程机械、矿山设备,几乎每台都有定制改动,上一件可能是20mm厚板,下一件就变成8mm薄板,坡口角度、装配间隙都靠手工修配。你让机器人怎么办?视觉系统再智能,遇到油污、锈迹、随机偏差,照样抓瞎。
更扎心的是,工厂里真正懂焊接工艺的工程师都快断层了。年轻人都去学编程、搞设计,谁愿意天天对着弧光、闻着烟气?我认识一个老板,买了三台库卡机器人,结果请不到合适的编程调机人员,生生放了一年多。最后没办法,高薪返聘了一位退休的焊工技师,手把手教大学生如何根据熔池形态判断参数是否合适。机器啊,终究是机器,它不懂“熔池流动”,不懂“咬边”那种微妙的感觉。
问:自动化焊接对焊接质量的影响真的有宣传的那么神吗?
答:看场景。如果你只做单一产品,批量极大,那自动化绝对能大幅提升一致性和效率,废品率可以从百分之几降到千分之几。但如果是多品种、小批量、或者装配精度不高的粗重活儿,自动化反而可能增加成本和时间,因为每换一个产品就要重新编程、调试、甚至改造工装。而且,机器人检测焊缝的手段有限,大多是视觉跟踪,真正深层的未熔合、气孔还是得靠后面的无损检测。所以说,不是神不神的问题,而是合不合适的问题。
 焊接机器人进行车架部件MIG焊操作特写
焊接机器人进行车架部件MIG焊操作特写
焊缝背后的秘密:材料、工艺和那些看不见的成本
外行看焊接,眼睛只盯着那一条亮晶晶的焊缝。内行看焊接,脑子里全是焊接工艺评定、焊材匹配、预热和层间温度。这些年我越来越觉得,焊接的精髓不在操作本身,而在前期的工艺设计。
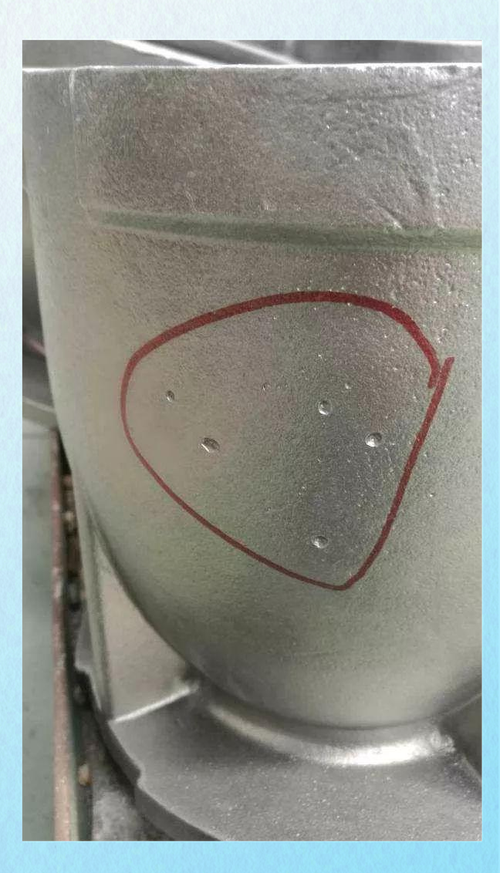
举个例子,不锈钢焊接,很多人以为选对焊丝就万事大吉。结果焊出来还是晶间腐蚀,或者热裂纹。殊不知,铁素体含量要控制在3-8%,层间温度不能超过150℃,保护气体背面也要充氩。少做一步,整个容器可能就废了。还有高强度钢,不注意控制氢致延迟裂纹,焊完看着好好的,过几天突然裂了,那才叫绝望。
问:焊接变形到底怎么控制?听说有反变形法,具体怎么操作?
答:变形是焊接人的一生之敌!控制方法确实不少,反变形是其中一种,说白了就是“预判你的预判”——焊接前,把工件故意反向放置或施加一个与预期变形相反的预置量,焊接后应力释放,刚好把它拉回来。但这种方法依赖经验,需要对材料的线膨胀系数、结构拘束度有准确估算。更常用的其实是从工艺顺序下手:比如对称施焊、分段退焊、小线能量焊接。最近几年,振动时效消除应力也用得很火,比起热时效,省时省电,效果也不错。不过我得提醒一句,别信那些卖设备的人瞎吹,有些薄板件根本用不上,一振反而裂了。
还要说一点,焊接成本绝不仅仅是焊材和工时。焊前清理、预热、后热、打磨、探伤、返修——这些隐性成本才吓人。我见过一家企业,贪便宜用了一种国产焊丝,焊缝成型差,飞溅大,结果打磨工时翻了三倍,CE认证的探伤通过率还降低了,最后算总账,比用品牌焊丝贵多了。所以啊,采购部只看单价,工程部只能流汗。
 工程师现场测量大型结构件焊接变形量
工程师现场测量大型结构件焊接变形量
现在冒出很多新概念,什么数字孪生焊接,焊接大数据,要把每个焊工的参数实时上传分析。想法是好的,但实际落地?车间里烟尘、电磁干扰,传感器几天就脏了,数据可靠性都要打问号。不过,我真心觉得,焊接技术正处在一个大变革的前夜:材料越来越复杂(比如异种金属连接),要求越来越苛刻,光靠经验已经撑不住了。我们这些老家伙,也得学着看金相图、用仿真软件了。
说到底,焊接是连接。不仅连接钢铁,也连接着设计与现实、传统与未来。那刺眼的弧光里,有我们几代人的汗水和智慧。不管你用焊条电弧还是量子电弧(如果有的话),敬畏材料,尊重工艺,永远是第一位的。