陶瓷工业的突围与重生:从千年窑火到先进制造的冷思考
被误解的“老古董”
很多人一提到陶瓷,脑子里蹦出来的还是锅碗瓢盆,或者博物馆里那些脆生生的花瓶。对吧?但说实话,这种刻板印象早就该扔进窑里烧掉了。去年我去了一家做半导体设备零件的工厂,看到他们用氧化铝陶瓷做的晶圆吸盘,平整度控制在微米级,我愣是摸了半天——那种质感,冰凉又致密,跟传统陶瓷完全是两码事。💡 先进陶瓷这玩意儿,已经在你看不见的地方把金属挤下了牌桌。
不过话说回来,传统陶瓷也不是吃老本的。景德镇那边一些老师傅,现在玩起了“科技+手艺”的混合双打。他们用激光扫描古瓷残片,逆向建模,再拿3D打印的陶瓷泥料去复原失传的器型。❗ 结果你猜怎么着?烧出来的东西既有手工的韵味,又能精准到0.1毫米。这事儿让我挺感慨的——原来最顽固的手艺行当,也能被数字化啃下一块肉。
先进陶瓷:工业领域的“隐形冠军”

半导体设备用氧化铝陶瓷吸盘
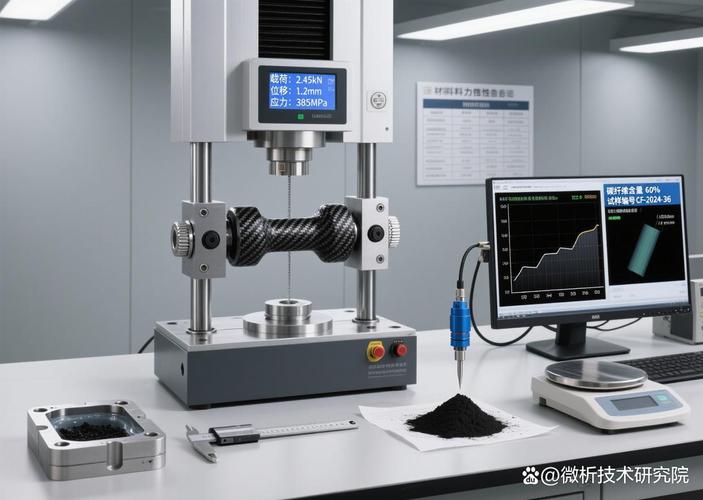
先进陶瓷的分类能让你头晕——氧化物、非氧化物、复合陶瓷... 但说白了,工业上现在最吃香的就那么几样:氧化铝、氧化锆、碳化硅、氮化硅。碳化硅陶瓷,硬度只比金刚石差一点,耐高温能到1600°C,你说变态不?✅ 现在航空发动机的燃烧室、刹车盘,甚至防弹插板都在用。我前阵子跟一个做热压烧结的工程师聊天,他吐槽说:“客户以为陶瓷就是电饭煲内胆那点水平,结果拿我们的碳化硅密封环去跑20000转,磨了三个月只掉了几个微米,又跑来问是不是标错数据了。” 这种认知差,在工业领域普遍得要命。
那陶瓷凭什么这么横?无他,就是天生的结构稳定。没有自由电子,所以耐腐蚀、绝缘;共价键强,所以硬、耐高温。但也正因为这么“死硬”,加工起来能把人逼疯。💡 传统的磨削方法,一个复杂件得磨上好几天,刀具消耗惊人。现在有些厂子开始用激光辅助加工,或者超声振动磨削,效率上来不少。但成本......嗯,还是肉疼。
问:碳化硅陶瓷密封环凭什么比硬质合金贵那么多?
答:贵有贵的道理。首先粉体就不便宜,高纯度α-SiC粉一公斤几百上千块。然后成型烧结这块,常压烧结的成品率能让你哭——裂缝、变形像家常便饭。热等静压倒是致密度高,可那设备一台几千万,折合到每个零件上,成本能不上去吗?再加上金刚石磨具的消耗、检测成本……综合下来,一个巴掌大的环卖个几千上万,真不算离谱。而且你算算寿命,它顶硬质合金的好几倍,全生命周期成本反而更低。✅ 这账吧,很多人一开始算不明白。
3D打印陶瓷:花架子还是真功夫?
光固化陶瓷3D打印过程特写
聊到这儿,不得不提这两年热得发烫的陶瓷3D打印。一帮投资人听了就兴奋,觉得终于不用开模具了。但说实话,我一开始心里是打鼓的——陶瓷烧结收缩率那么大,打印出来的生坯一烧就扭成麻花,精度怎么保证?直到去年在Formnext展上看到一家德国公司打的氧化锆牙冠,表面光洁度堪比上釉,我才慢慢改观。不过,问题依然一箩筐。
最头疼的是材料。光敏树脂混陶瓷粉的光固化工艺,固含量要做到50vol%以上才能烧出致密件,但浆料粘度高得跟牙膏似的,铺料都费劲。还有脱脂过程,一不小心就开裂。❗ 所以现在真正工业级应用的,多数还是做小批量、复杂结构的样件,或者像铸造用的陶瓷型芯这种。要替代传统干压成型,早着呢。但你说它没用?也不是。航空发动机的燃油喷嘴,内部流道复杂得跟迷宫一样,传统模具根本做不出来,用3D打印加烧结,一次成型,这就是价值。💡
问:我们厂想试陶瓷3D打印,该注意什么坑?
答:第一,别迷信设备商给的参数。他们说的精度是在理想状态下,实际你烧结完,各向异性收缩能差出2-3%。一定要打样之前做收缩率标定,最好用仿真软件先模拟一下变形趋势。第二,后处理是魔鬼。烧结完的件,支撑点全是疙瘩,得用金刚石磨头一点一点修,人工成本算下来可能比打印本身还贵。第三,材料匹配性。别随便换料,不同批次粉体粒径分布一变,打印参数全得重调。反正我的建议是:如果传统方法能做,就别赶这趟时髦;实在是结构太过复杂才考虑,而且得做好烧钱试错的准备。✅
老手艺撞上新制造
话题再拽回来。其实陶瓷这行最有意思的地方,是那种新旧撕裂又融合的状态。上个月我在佛山,看到一个做建筑陶瓷的厂,生产线全自动化,从压机到窑炉,中控室就三个人盯着屏幕。但同时,旁边一个小工作室里,几个艺术家在搞柴烧,灰釉落在坯体上的随机效果,引得一堆老外排队买。❗ 你说这行业分裂不?
更让我意外的是,居然有企业用工业CT给传统紫砂壶做“体检”。别笑,真的。他们扫描壶身气孔分布,优化泥料配方,让壶既透气又不渗水,把老匠人的“说不清道不明”变成了量化参数。✅ 这事儿我举双手赞成。都什么年代了,还在那玄之又玄地讲“窑变”,科学化它不香吗?
说到这里,得泼盆冷水。国内很多中小陶瓷厂,还在用几十年前的隧道窑,能耗高得吓人,品控全靠师傅眼力。数字化?连个温度曲线自动记录都没有。💡 去年有个调研,说日本陶瓷产业的人均产值是我们的五六倍,靠的就是精细化的过程控制和高端产品。别再躺在那点原料成本优势上沾沾自喜了。
回到材料的本质
回到材料的本质
说到底,陶瓷就是一种脆性材料,这是它的“命门”。怎么用它,考的是设计。现在有种趋势叫“陶瓷增韧”,比如氧化锆相变增韧、纤维补强,把断裂韧性提上来那么一两个点,应用范围立马就打开了。我见过最绝的一个用法:在高速冲压模具上镶一块氮化硅陶瓷,冲不锈钢板,寿命是钨钢的十倍。老板说,虽然一块陶瓷镶件比整副钢模还贵,但算上停机换模的时间成本,简直赚翻。✅
不过,也别神话。陶瓷不是万能药。它有它该去的地方。高温、强腐蚀、高磨损、电绝缘……在这些场景下,它就是王。可你要是把它用在冲击载荷大的地方,碎起来也不含糊。所以选材这事儿,说到底还是trade-off。
几点散装的展望
几点散装的展望
生物陶瓷会是一个爆发点。 尤其是氧化锆种植体、磷酸钙骨修复,随着老龄化加剧,需求会猛增。但医疗认证的门槛能把小厂熬死。
固态电池用电解质陶瓷。 丰田那边猛搞硫化物,国内清陶、卫蓝在搞氧化物,路径没定,但陶瓷粉体的质量直接决定电池性能。这块要是突破了,燃油车真该颤抖了。
陶瓷基复合材料。 碳化硅纤维增强碳化硅(SiC/SiC),航空发动机热端部件的最爱,工艺难上天,价格贵过黄金,但谁先量产谁通吃。
最后说个接地气的。前两天一个开精密加工厂的朋友打电话,说要买台五轴磨床专做陶瓷件。我问他想好了没,他说:“订单已经排到明年了,都是医疗器械和半导体的活,不扩不行。” 得,这就是市场在用脚投票。
 半导体设备用氧化铝陶瓷吸盘
先进陶瓷的分类能让你头晕——氧化物、非氧化物、复合陶瓷... 但说白了,工业上现在最吃香的就那么几样:氧化铝、氧化锆、碳化硅、氮化硅。碳化硅陶瓷,硬度只比金刚石差一点,耐高温能到1600°C,你说变态不?✅ 现在航空发动机的燃烧室、刹车盘,甚至防弹插板都在用。我前阵子跟一个做热压烧结的工程师聊天,他吐槽说:“客户以为陶瓷就是电饭煲内胆那点水平,结果拿我们的碳化硅密封环去跑20000转,磨了三个月只掉了几个微米,又跑来问是不是标错数据了。” 这种认知差,在工业领域普遍得要命。
那陶瓷凭什么这么横?无他,就是天生的结构稳定。没有自由电子,所以耐腐蚀、绝缘;共价键强,所以硬、耐高温。但也正因为这么“死硬”,加工起来能把人逼疯。💡 传统的磨削方法,一个复杂件得磨上好几天,刀具消耗惊人。现在有些厂子开始用激光辅助加工,或者超声振动磨削,效率上来不少。但成本......嗯,还是肉疼。
半导体设备用氧化铝陶瓷吸盘
先进陶瓷的分类能让你头晕——氧化物、非氧化物、复合陶瓷... 但说白了,工业上现在最吃香的就那么几样:氧化铝、氧化锆、碳化硅、氮化硅。碳化硅陶瓷,硬度只比金刚石差一点,耐高温能到1600°C,你说变态不?✅ 现在航空发动机的燃烧室、刹车盘,甚至防弹插板都在用。我前阵子跟一个做热压烧结的工程师聊天,他吐槽说:“客户以为陶瓷就是电饭煲内胆那点水平,结果拿我们的碳化硅密封环去跑20000转,磨了三个月只掉了几个微米,又跑来问是不是标错数据了。” 这种认知差,在工业领域普遍得要命。
那陶瓷凭什么这么横?无他,就是天生的结构稳定。没有自由电子,所以耐腐蚀、绝缘;共价键强,所以硬、耐高温。但也正因为这么“死硬”,加工起来能把人逼疯。💡 传统的磨削方法,一个复杂件得磨上好几天,刀具消耗惊人。现在有些厂子开始用激光辅助加工,或者超声振动磨削,效率上来不少。但成本......嗯,还是肉疼。
 光固化陶瓷3D打印过程特写
聊到这儿,不得不提这两年热得发烫的陶瓷3D打印。一帮投资人听了就兴奋,觉得终于不用开模具了。但说实话,我一开始心里是打鼓的——陶瓷烧结收缩率那么大,打印出来的生坯一烧就扭成麻花,精度怎么保证?直到去年在Formnext展上看到一家德国公司打的氧化锆牙冠,表面光洁度堪比上釉,我才慢慢改观。不过,问题依然一箩筐。
最头疼的是材料。光敏树脂混陶瓷粉的光固化工艺,固含量要做到50vol%以上才能烧出致密件,但浆料粘度高得跟牙膏似的,铺料都费劲。还有脱脂过程,一不小心就开裂。❗ 所以现在真正工业级应用的,多数还是做小批量、复杂结构的样件,或者像铸造用的陶瓷型芯这种。要替代传统干压成型,早着呢。但你说它没用?也不是。航空发动机的燃油喷嘴,内部流道复杂得跟迷宫一样,传统模具根本做不出来,用3D打印加烧结,一次成型,这就是价值。💡
光固化陶瓷3D打印过程特写
聊到这儿,不得不提这两年热得发烫的陶瓷3D打印。一帮投资人听了就兴奋,觉得终于不用开模具了。但说实话,我一开始心里是打鼓的——陶瓷烧结收缩率那么大,打印出来的生坯一烧就扭成麻花,精度怎么保证?直到去年在Formnext展上看到一家德国公司打的氧化锆牙冠,表面光洁度堪比上釉,我才慢慢改观。不过,问题依然一箩筐。
最头疼的是材料。光敏树脂混陶瓷粉的光固化工艺,固含量要做到50vol%以上才能烧出致密件,但浆料粘度高得跟牙膏似的,铺料都费劲。还有脱脂过程,一不小心就开裂。❗ 所以现在真正工业级应用的,多数还是做小批量、复杂结构的样件,或者像铸造用的陶瓷型芯这种。要替代传统干压成型,早着呢。但你说它没用?也不是。航空发动机的燃油喷嘴,内部流道复杂得跟迷宫一样,传统模具根本做不出来,用3D打印加烧结,一次成型,这就是价值。💡
 回到材料的本质
说到底,陶瓷就是一种脆性材料,这是它的“命门”。怎么用它,考的是设计。现在有种趋势叫“陶瓷增韧”,比如氧化锆相变增韧、纤维补强,把断裂韧性提上来那么一两个点,应用范围立马就打开了。我见过最绝的一个用法:在高速冲压模具上镶一块氮化硅陶瓷,冲不锈钢板,寿命是钨钢的十倍。老板说,虽然一块陶瓷镶件比整副钢模还贵,但算上停机换模的时间成本,简直赚翻。✅
不过,也别神话。陶瓷不是万能药。它有它该去的地方。高温、强腐蚀、高磨损、电绝缘……在这些场景下,它就是王。可你要是把它用在冲击载荷大的地方,碎起来也不含糊。所以选材这事儿,说到底还是trade-off。
回到材料的本质
说到底,陶瓷就是一种脆性材料,这是它的“命门”。怎么用它,考的是设计。现在有种趋势叫“陶瓷增韧”,比如氧化锆相变增韧、纤维补强,把断裂韧性提上来那么一两个点,应用范围立马就打开了。我见过最绝的一个用法:在高速冲压模具上镶一块氮化硅陶瓷,冲不锈钢板,寿命是钨钢的十倍。老板说,虽然一块陶瓷镶件比整副钢模还贵,但算上停机换模的时间成本,简直赚翻。✅
不过,也别神话。陶瓷不是万能药。它有它该去的地方。高温、强腐蚀、高磨损、电绝缘……在这些场景下,它就是王。可你要是把它用在冲击载荷大的地方,碎起来也不含糊。所以选材这事儿,说到底还是trade-off。
 几点散装的展望
生物陶瓷会是一个爆发点。 尤其是氧化锆种植体、磷酸钙骨修复,随着老龄化加剧,需求会猛增。但医疗认证的门槛能把小厂熬死。
固态电池用电解质陶瓷。 丰田那边猛搞硫化物,国内清陶、卫蓝在搞氧化物,路径没定,但陶瓷粉体的质量直接决定电池性能。这块要是突破了,燃油车真该颤抖了。
陶瓷基复合材料。 碳化硅纤维增强碳化硅(SiC/SiC),航空发动机热端部件的最爱,工艺难上天,价格贵过黄金,但谁先量产谁通吃。
最后说个接地气的。前两天一个开精密加工厂的朋友打电话,说要买台五轴磨床专做陶瓷件。我问他想好了没,他说:“订单已经排到明年了,都是医疗器械和半导体的活,不扩不行。” 得,这就是市场在用脚投票。
几点散装的展望
生物陶瓷会是一个爆发点。 尤其是氧化锆种植体、磷酸钙骨修复,随着老龄化加剧,需求会猛增。但医疗认证的门槛能把小厂熬死。
固态电池用电解质陶瓷。 丰田那边猛搞硫化物,国内清陶、卫蓝在搞氧化物,路径没定,但陶瓷粉体的质量直接决定电池性能。这块要是突破了,燃油车真该颤抖了。
陶瓷基复合材料。 碳化硅纤维增强碳化硅(SiC/SiC),航空发动机热端部件的最爱,工艺难上天,价格贵过黄金,但谁先量产谁通吃。
最后说个接地气的。前两天一个开精密加工厂的朋友打电话,说要买台五轴磨床专做陶瓷件。我问他想好了没,他说:“订单已经排到明年了,都是医疗器械和半导体的活,不扩不行。” 得,这就是市场在用脚投票。