碳纤维这东西,真的靠谱吗?——一个老工程师的碎碎念
前几天去一个做机器人手臂的客户那边,差点吵起来。他们非要用铝合金,我说你疯了吧,这么长的悬臂,自重都够你喝一壶的。然后我甩了根碳纤维管过去,轻得跟稻草似的,刚度还倍儿高。对方技术总监眼睛都直了——早干嘛去了。唉,这种场景我见太多了。很多人对纤维,尤其是高性能纤维的理解,还停留在钓鱼竿和羽毛球拍上。荒唐。
其实也不怪他们。碳纤维、芳纶、超高分子量聚乙烯……这些名字念着都拗口。更别提什么T300、T700、M40J,像密码本。但工业领域,特别是机械制造,这几年简直是被纤维给重塑了。不是替代,是重塑。你想想,一个几十公斤的金属臂,换成碳纤维,七八公斤搞定,惯量小得惊人,电机都能小一号,整条产线成本唰地就下来了。这账,算过没?
 工业碳纤维机械臂轻量化对比图
工业碳纤维机械臂轻量化对比图
别跟我扯模量,先说说你怎么粘
碳纤维最大的坑,不是贵,是连接。金属件你能焊、能铆、能螺接,纤维复合材料怎么办?钻孔?一钻就应力集中,分层、劈裂,整根管子就废了。去年有个项目,做纺织机械的剑杆,死活要减重,我建议用碳纤维夹芯结构,结果他们自己打孔装铰链,开机三小时裂成两半。打电话骂我,我说大哥,你这不按套路出牌啊。
现在靠谱的方案,要么预埋金属嵌件,共固化;要么用胶接加机械锁扣。胶也不是普通的环氧,得用韧性的,还得表面处理——等离子、激光糙化、甚至火焰处理。听着土,但管用。德国人更狠,直接搞碳纤维-金属混杂层板,像GLARE,一层铝一层碳,拿来造飞机壁板。咱们做设备的不需要那么极致,但思路可以学:纤维不是孤立用的,得跟其他材料搭档。
说到这,突然想起个事儿。有一次展会上,一个小伙子拽着我问,碳纤维是不是可以被磁铁吸住?我当时差点把咖啡喷出来。我说你初中物理是体育老师教的吗。碳纤维导电但不导磁,有些牌号甚至绝缘。想电磁屏蔽?得镀镍或者混入金属丝。对,纤维表面还可以做金属化处理,这又是另一个话题了。
温度一高,纤维就怂了?
实话实说,大部分有机纤维都怕热。碳纤维本身耐高温,惰性气氛下两千度都没事,可它那基体树脂不行啊。普通环氧超过120°C就软了,像面条。所以我们搞热压罐、热压机,天天跟固化曲线较劲。但有一种叫聚酰亚胺的,能耐到300多度,用在航空发动机附近。还有陶瓷基复合材料,那个更变态,用碳化硅纤维增强碳化硅,能扛1600°C,火箭喷管上用的。不过一般工业设备碰不到这种。
不过也有例外。比如玄武岩纤维,天然石头熔融拉丝,便宜、耐温不错,就是性能离散大,每批料都不一样。有次用户说你的玄武岩板怎么忽硬忽软,我只好苦笑:火山喷发还不稳定呢,对吧。但用于防火隔热、耐腐蚀管道,足够了。
 玄武岩纤维耐高温隔热材料应用
玄武岩纤维耐高温隔热材料应用
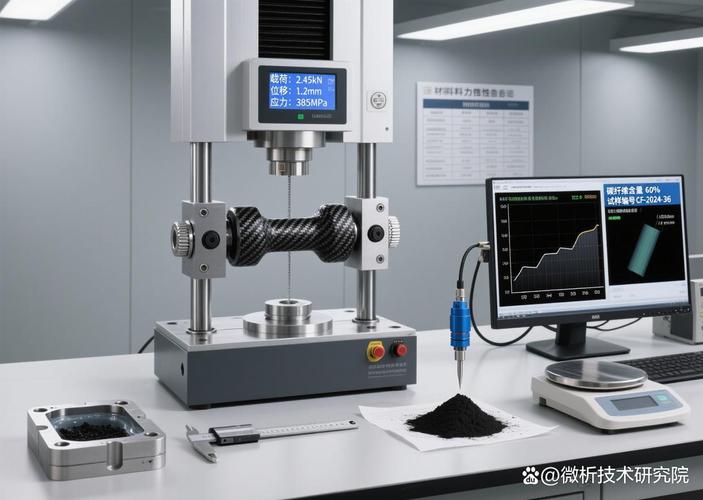
说到耐温,玻璃纤维是个老黄牛。E-glass,S-glass,高强高模的,价格亲民。做储罐、做风电叶片,一吨吨地用。但玻璃纤维性脆,耐疲劳不如碳纤,而且密度大点。不过它不导电啊,绝缘性好,所以电路板基材还是它天下。这里面门道多着呢:什么偶联剂处理、浸润剂配方,直接影响与树脂的结合。同样一根纤维,表面处理不一样,做出的复材强度能相差30%。这些血泪教训,都是学费。
问答:那些年被问烂的问题
 问答:那些年被问烂的问题
问答:那些年被问烂的问题
问:碳纤维和玻纤混在一起用,是不是能取长补短?
答:理论上可以,叫混杂复合材料。但设计要非常小心,两种纤维模量不同,受力时变形不一致,界面容易出现剪切破坏。我见过有人乱搞,把玻纤布当夹芯,外面贴碳纤,结果弯折时中间玻纤先断,啪啪响。正确的做法是要么层间混杂,要么特定区域局部混杂,还得通过有限元算过。别拍脑袋,不然废品堆上天。
问:回收碳纤维到底能不能用?强度损失大吗?
答:能!但不是所有回收方法都行。热解回收的纤维表面受损,强度掉个20-30%都很正常,而且上浆剂没了,重新上浆又是一道关。但短切后做非结构件、增强塑料,绰绰有余。现在有些公司用流化床工艺回收,纤维保持得不错,甚至能重新织布。我最近试过一家国产回收碳纤维,做BMC团料,注射成型汽车零部件,性能跟新料相差不到15%,成本却低了一半。这玩意儿前景巨大,尤其欧洲现在逼着搞循环经济,出口设备都得算碳足迹。碳纤维生产本身高能耗,回收再生就环保多了。❗
纤维的尽头,是设计
很多人以为换上纤维材料就能“鸟枪换炮”,天真。复合材料是各向异性,铺层角度差一度,强度可能掉一半。比如一根轴,主要承受扭矩,那±45°铺层就得给足;要是主要弯曲,0°得多放。这里面设计自由度大得吓人,但坑也深。我见过太多设计所,拿金属思维去套复材,画个三维模型就扔给厂家,结果没法制造。复合材料是设计与制造一体化,你得懂下料、懂铺贴、懂固化变形。不会这些,再好的纤维也白搭。
目前自动化铺丝、铺带技术越来越成熟,大型风电叶片、飞机机身都能机器人干。但小批量非标件,还是得靠人工手糊。我见过最夸张的,一个师傅用手把预浸料铺进复杂模具,褶皱控制得比机器还好。手艺,还是应该敬畏。
 自动化纤维铺放机器人工业场景
自动化纤维铺放机器人工业场景
其实说到底,纤维只是原料,后面整个工程链才是核心竞争力。从原丝到上浆、从编织到预成型、从模具到加工,每一步都可能搞砸。我经常跟客户说,别只盯着材料单价,要算全生命周期成本。碳纤维件是贵,但省了多少能耗、多少维护、多少停机时间?这笔账一算,往往就通了。
哦对了,最近发现个好玩的东西:天然纤维也开始回潮了。亚麻、黄麻、竹纤维,跟生物基树脂复合,用来做汽车内饰面板,减重又降碳,还带点文艺范儿。虽然力学性能没法跟碳纤比,但用在非承载结构上,绰绰有余。市场这东西,有时候不是性能越高越好,合适才是关键。✅
写这么多,其实就想说:别神化纤维,也别矮化它。它就是种材料,用对了是神器,用错了是烧火棍。多试试,多交点学费,就懂了。