六西格玛:神话、陷阱与真实工厂里的生存之道
“六西格玛?别跟我提那个。上次请咨询公司花了八十万,最后就堆了一柜子文件,车间良率还是那个鸟样。”——这是我一个客户的原话。说实话,我听到的时候一点也不惊讶。毕竟搞了二十年制造,见过太多把六西格玛当速效救心丸的老板了,对吧?可这玩意儿真没用吗?肯定不是。问题出在哪儿?
为什么你的六西格玛项目总是烂尾?
我参与过至少三十个六西格玛项目,从电子组装到压铸,从500强到百人小厂。烂尾的,多半有个共同点:把它当运动搞。年初定目标,几十个绿带黑带项目,轰轰烈烈启动大会,然后...然后就没有然后了。到了十月,Belt们开始到处搜数据拼报告。这有什么意义?六西格玛的核心是持续改进,不是搞一波流。但现实中,KPI压力一来,谁还顾得上慢慢地去做那个DOE?
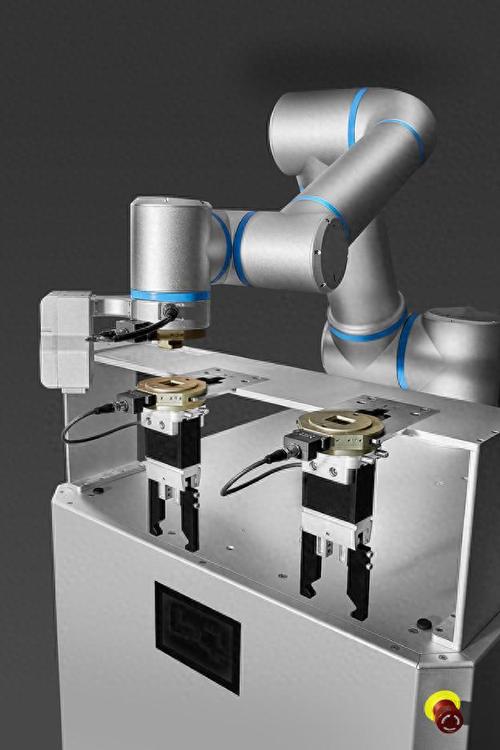
 工厂车间员工作业场景 对照六西格玛改进前后
工厂车间员工作业场景 对照六西格玛改进前后
更讽刺的是,很多公司把六西格玛和日常运营割裂开。你有专门的六西格玛推进室,配了人,可生产线上真有问题,还不是找老师傅敲敲打打?因为推进室的人不背产量指标,他们不疼不痒。我记得有一回,一个黑带领着一帮子人用Minitab算了三天,终于找到了影响缸体气孔的显著因子,你猜怎么着?现场班长早就凭经验知道是浇注温度的问题,只不过没有p值罢了。所以,脱离现场的数据分析,就是高级的拍脑袋。
问:到底要不要请外部咨询公司来推六西格玛?
答:看情况。如果你们厂里连基本的统计过程控制(SPC)都没搞明白,基础数据一塌糊涂,那我劝你先别花那个冤枉钱。咨询公司能教你方法论,但建不起你的数据地基。我见过有企业请了顶尖咨询,结果顾问一走,连控制图都没人画了。还不如先派几个骨干出去正儿八经学一下,企业内部得有个明白人,能跟业务揉在一起。不过话说回来,如果你们已经有一定数据基础,想突破某些老大难问题,有经验的咨询顾问确实能点拨一下,少走歪路。但千万别指望他们替你干,项目责任人必须是一线的管理者,挂名的那种趁早别搞。
DMAIC不是万能药
上来就DMAIC?别逗了。很多问题根本不需要套五个阶段。有时候就是一个简单的标准化缺失,或者防错没做到位。我见过一个项目,为了降低一个连接器的装配不良率,从定义到控制搞了大半年,最后改善措施居然是加了一个定位销——这东西老师傅在项目启动会上就提过一嘴,但那时候大家忙着画SIPOC图呢,没人听。所以,千万别把六西格玛教条化。工具是为目的服务的,不是为了用而用。DMAIC适用于复杂的、原因未知的、需要量化分析的过程问题。如果问题很清晰,直接上快速改善(Kaizen)不香吗?
而且,DMAIC里的那个I——改善阶段,最容易翻车。大家以为找到了统计上显著的因素,就万事大吉。可实际上,统计显著不等于工程显著。你那个因子把不良率从5%降到4.8%,p值小于0.05,漂亮吧?但经济上呢?改一下要花几十万模具费,一年省下来的返工费才两万。这种项目就是自欺欺人。✅ 真正的改善,得算财务收益,得看过程能力指数(Cpk)有没有实质提升。
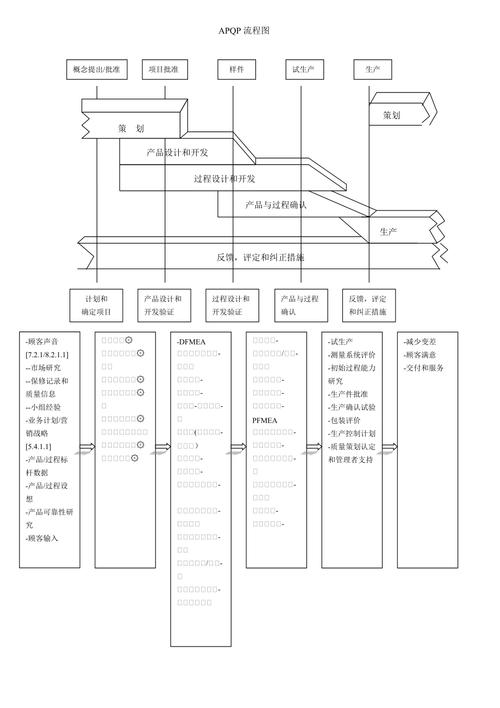
 六西格玛项目选择矩阵与财务收益评估表
六西格玛项目选择矩阵与财务收益评估表
问:我们小批量多品种,适合搞六西格玛吗?
答:很多人觉得六西格玛只适合大批量生产。这是误解。小批量照样可以,只不过工具要灵活。经典的控制图可能不好使,但可以用短期过程能力、偏差分析。再说,六西格玛设计(DFSS)里的DMADV路径,就是针对新产品、小批量的。关键不是产量,而是你的过程有没有变异,变异是不是问题。就算是小批量,热处理炉温的波动一样要命。有一次我帮一个做精密模具的厂做项目,他们每个件都不一样,但刀具磨损的规律我们通过回归分析找到了,换刀频次优化后,崩刃率直降70%。所以,别让批量成为借口。
黑带绿带,证书还是实力?
现在培训市场鱼龙混杂,交钱上两周课,做了个假项目,就能拿黑带证书。这东西含金量越来越低。我面试过的黑带,有人连过程能力指数Cpk和Ppk都分不清,还有人居然不知道卡方检验干嘛用。真是哭笑不得。❗ 真正的黑带,是在血与火的项目里磨出来的。他们身上得有股子“钻劲儿”,看见数据就兴奋,听见现场噪音就皱眉。而且,沟通能力极其重要,你得说服那些几十年的老师傅,让他们相信你的分析不是纸上谈兵。
我特反感某些公司把带级当职称用。黑带不是管理层级的装饰品,它是一种解决问题的方法论资格。如果一个人成了黑带就脱离现场,那他基本上就“废”了。💡 我建议企业培养黑带,一定要让他们扎根在具体的价值流里,可以是质量,可以是工艺,可以是供应链,但绝对不要飘在什么战略层。另外,财务要全程介入项目,每一笔改善收益得核得清清楚楚,否则人人都在编故事。
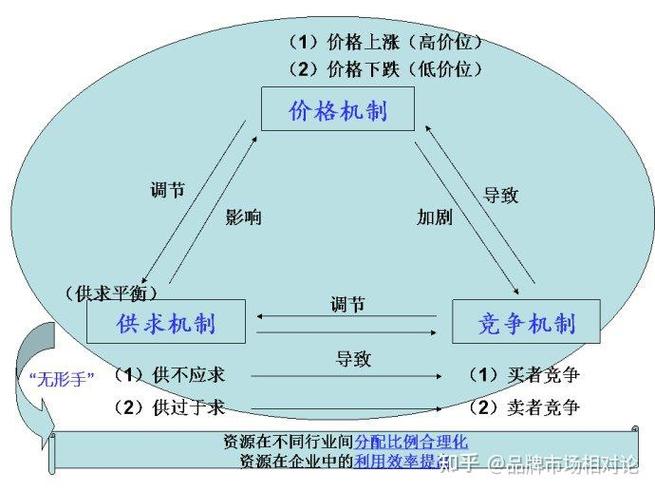
问:六西格玛和精益生产,到底怎么结合?
答:这俩本来就是一根绳上的蚂蚱。精益侧重效率、流动、消除浪费;六西格玛侧重质量、变异、消除缺陷。现在大家都叫精益六西格玛。但说实话,国内不少企业连精益的基础——5S和标准化作业都没做到位,就直接上六西格玛的复杂统计工具,步子迈大了。我的经验是:先用精益的工具把流程理顺,把明显的浪费砍掉,然后再用六西格玛对付那些顽固的慢性病。比如,先做个价值流图(VSM),找到瓶颈,通过快速改善消除大量等待浪费,之后如果瓶颈工序的设备产出率还是波动巨大,那就该六西格玛上场了,做个DOE或者回归分析。顺序反了,效果大打折扣。
最后说个真事儿。去年我走访一家新能源电池工厂,他们良率卡在94%上不去,每天废品损失几十万。推进办搞了六西格玛项目,一堆复杂的分析,没见效。后来我建议他们先停下,去翻翻过去半年的交接班记录。结果发现,夜班某个时段的涂布缺陷率异常高,一查,原来是那个时段排风系统会周期性停机自清洁,导致车间负压波动。一个简单的联动控制程序,解决了。这算什么?六西格玛?其实啥也不是,就是最基本的现场管理。别神化任何方法论,解决问题的,永远是人。