精益生产:扔掉那些教科书,聊聊车间里真正管用的几招
前些天去一家汽配厂,车间主任拉着我吐槽:『老师,我们5S也搞了,看板也挂了,怎么效率还是像老牛拉破车?』 我当时差点笑出来——又是一个被工具淹没的精益迷路者。精益生产这东西,搞了快四十年,国内多少企业把它做成了运动式的保洁。扫扫擦擦,整整齐齐,然后呢?库存照样堆成山,换模时间还是两小时,计划天天被插单打乱。说实话,挺无奈的。
但更让我无奈的是什么?是很多人到现在还以为丰田生产方式=一大堆表格和红牌作战。精益的精髓从来不在那些眼花缭乱的工具里。 它是一种思维习惯,一种逼近问题本质的偏执。你如果只是抄作业,永远追不上原创者。
 丰田汽车工厂焊接车间实拍图
丰田汽车工厂焊接车间实拍图
💡 流动,而不是搬运,才是价值的血管
有一次我去浙江一个小家电厂,老板得意地说:『我们生产线平衡率95%!』 我一看,平衡率确实高,但每个工位前面都囤着半成品——整整两天的在制品!这就好比高速公路限速120,但每隔一公里就设个收费站。车是跑起来了,有用吗?憋屈死了。
精益里有个词叫『一个流』,很多人把它理解成必须用U型线、必须单件流。错了。一个流的核心是让价值的产生过程不被切断、不被等待、不被绕道。 哪怕你暂时做不到单件传递,至少得让物料和信息像溪水一样,自己知道往哪儿淌。而不是靠调度员扯着嗓子吼。
有个反直觉的点:平衡率越高,往往柔性越差。 因为每个工位都被钉死在固定节拍上,一旦波动——比如设备闹个小脾气,或者来了个急单——整条线就乱了。真正的流动,要容忍一定的不平衡,但通过快响应的支援体系(比如水蜘蛛)、灵活的作业组合来吸收波动。这比死磕平衡率难得多,但也有效得多。
问:丰田的『自働化』,不就是给机器加个防错装置吗?
答:这么想你就把丰田看扁了。『自働化』的关键不在那个『动』字旁的『人』,而在于它赋予了机器判断异常并主动停止的权力。设想一台冲床,每一下都咣当咣当,如果模具里卡了个边角料,它照样往下砸,最后砸坏模具,生产出一堆带伤的零件。这叫『自动化』,不叫『自働化』。真正的自働化是:异常一出现,机器自己停下来,点亮灯,等人来处理。这背后是一整套质量理念——不接受、不制造、不传递缺陷。与其事后检,不如从源头杜绝。省下的不仅是废品成本,还有整个生产节奏被打乱的代价。
❗ 看板?拉式生产?先搞清你到底在对付什么浪费
很多企业上精益,第一件事就是满车间挂看板。但看板不是装饰品,它是用来暴露问题的。如果你连底层的流动都建不起来,看板只会变成另一种催货工具。 我见过最夸张的一个项目,客户把ERP里的工单打印出来贴在看板上,然后自豪地说:『我们用了电子看板!』……当时我内心是崩溃的。
这里必须回到根本——精益生产追杀的七大浪费:多余的搬运、多余的库存、多余的动作、等待、过度加工、过量生产、缺陷。这些术语听起来干巴巴,但每一条都能让工厂流血。比如过量生产,它是最恶心的浪费,因为会掩盖其他所有问题。而库存就是『万恶之源』——它像海洛因,让你暂时舒服,却永远戒不掉依赖。库存把问题全盖住:设备老坏没关系,有库存顶着;换模时间长没关系,库存多备点;供应商不稳定也没事,加大安全库存……直到有一天现金流转不动了,才慌慌张张找办法。何必呢?
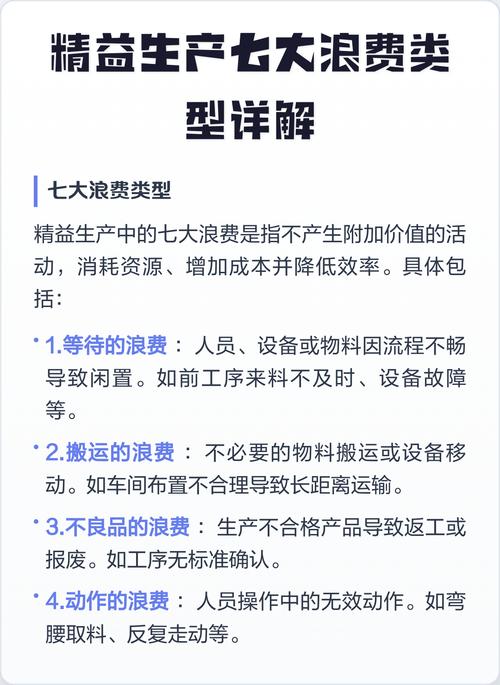 生产现场七大浪费类型图解
生产现场七大浪费类型图解
问:我们搞了好几次精益改善,每次都轰轰烈烈,但半年后又回到老样子。怎么破?
答:你踩中了最大的坑——把改善当项目做。项目有起点有终点,而精益是永无止境的日常。很多公司指望请个顾问、做一期项目就毕其功于一役,完事儿开个庆功会,一切恢复原状。真正的解决之道有两个:一是领导层必须亲自参与,不要只当啦啦队长。你让一个员工去推动跨部门流程变革,可能吗?二是建立标准化作业,并且把改善的成果固化到标准里。标准不是用来束缚人的,而是用来被持续挑战和优化的。只有把改善变成每天早晨班前会的5分钟、每张异常工单的根因分析、每个改善提案的积分激励,精益才会长进肉里。
✅ 精益生产不是裁员,是让每个人更值钱
这是个敏感话题。一提精益,基层员工就嘀咕:『又要减人了吧。』 这是完全搞反了。精益是通过消除不增值的活动,让员工的时间释放出来,去做更有创造性的工作。 比如你让一个熟练技工每天花两个小时找工具、拖物料、填报表,这不是浪费是什么?精益改善后,工具触手可及,物料准时配送到手边,报表一键生成,他是不是就能多琢磨一下怎样调机更稳、怎样编程更快?
我见过一个绝佳案例:常州一家精密加工厂,精益推进两年后,员工总数没少,产值翻了一倍,关键是一线工人自己提出了几百条有效改善建议,人均收入也涨了30%。老板后来跟我说:『我现在才明白,精益不是让工人多干活,是让他们干值得干的活。』 这话我记了好多年。
当然,转型过程会有阵痛。有些间接岗位确实会被整合,但优秀的企业会提前规划转岗培训。如果一上来就挥舞裁员大刀,信任瞬间崩塌,后面什么工具都推不动。
但话说回来,尊重人性,不等于放任人性。 精益要求高,它需要纪律,需要暴露问题的勇气。文化没跟上,工具上得越猛,反噬越快。见过太多公司墙上贴着『改善无止境』,实际出了问题第一反应是『这是谁的责任?』而非『问题出在哪?』。一个人人自危的环境,没人敢暴露异常,精益也就死了。
有次我在车间观察,一条装配线老是停,技术员跑前跑后救火。最后发现是扭矩枪偶尔误报,但为了不停线,工人把它跳过了。问班长知不知道,他一脸无辜:『停线指标会很难看啊。』 你看,这就是指标体系害了改善。如果停线是为了解决根因,那这种停线本身就是改善的一部分,应该被鼓励。所以我现在辅导企业,往往先从『允许异常停线』的授权做起。你敢不敢让一线员工拉灯?这背后是管理者的信心问题。
我经常开玩笑说,精益生产的最高境界,是让问题变得『可视化』到你无法忽略的地步。 就像丰田的安东绳,拉一下,音乐响起,全员关注。这不是为了丢谁的脸,是为了让帮助以最快速度到达现场。这种文化,不是一朝一夕能养成的。
啰嗦了这么多,其实就一句话:别把精益当成功学,把它当苦行僧的修行。 每个工具背后都有一套严密的逻辑,理解逻辑比抄工具重要一万倍。下次有人来推销什么精益神器,你先问问自己:这玩意能帮我看清楚哪里的价值在断流吗?如果不能,八成又是个花架子。
好了,车间主任还在等我,他的新问题是如何缩短大型冲压线的换模时间。我打算让他先别急着买快速换模系统,而是带一线工人拿摄像机拍整个换模过程,然后大家一起坐下来看回放,找哪个动作是浪费。这种土办法,往往最有效。你说呢?
 作业员使用摄像机录制换模过程实拍
作业员使用摄像机录制换模过程实拍