链条选型翻车实录:从断裂到智能化,这些坑我替你踩过了
最近整理库房,翻出半截断掉的传动链,锈迹斑斑的链板上还卡着一块变形的链轮齿——这玩意儿让我想起三年前那场糟心的停机事故。深夜产线突然瘫了,就因为一根链条疲劳断裂,备件居然没库存!当时那个恼火啊,连夜开车去五十公里外的供应商仓库敲门……算了,不提了。反正吃过亏的人都知道:链条这玩意儿,看着简单,真出问题能让你崩溃。
 工业链条链轮磨损齿形对比示意图
输送链条在线监测传感器安装图
新玩意儿:涂层、免润滑与数字孪生
这几年材料进步挺有意思。比如在电子半导体洁净室里,用特氟龙涂层的链条,一点油都不能加,靠着自润滑跑两年不用管。还有氮化硅陶瓷滚动体的滚子链,耐腐蚀、重量轻,用在光伏电池片输送上,几乎无粉尘。
最让我兴奋的是链条数字孪生——把负载谱、磨损曲线输入模型,能预测剩余寿命,连维护窗口都自动排进ERP。💡 去年汉诺威展上,有家德国公司展出了集成RFID芯片的智能链节,每一节都有ID,跑一圈下来就知道哪节受力最大、哪节润滑不良,这个数据闭环简直绝了。
不过话讲回来,新技术虽好,落地还得看投入产出。对于大多数工况,把基础选型做扎实、把维护做精细,链条跑个两三年不出幺蛾子完全没问题。关键就是——别偷懒。
再补一个真实案例:河北某水泥厂斗式提升机,原先用普通套筒滚子链,三个月换一套。后来换成渗硼耐磨链,链板表面硬度到HV2000以上,用了一年半只调节过两次张紧。成本虽然高了四成,但减掉停机损失和人工,八个月就回本。这样的账得算啊。
链条这个行当,看似笨重,实则越来越精细。从材料基因到工业互联,它也是一面镜子,照出整个制造业的升级。下回看着产线上哗啦啦转动的链条,你也许会想,每一节背后都藏着值得讲的故事。
好了,就扯这么多。选型、维护、新技术,你都经历过哪些坑?评论区聊聊。
工业链条链轮磨损齿形对比示意图
输送链条在线监测传感器安装图
新玩意儿:涂层、免润滑与数字孪生
这几年材料进步挺有意思。比如在电子半导体洁净室里,用特氟龙涂层的链条,一点油都不能加,靠着自润滑跑两年不用管。还有氮化硅陶瓷滚动体的滚子链,耐腐蚀、重量轻,用在光伏电池片输送上,几乎无粉尘。
最让我兴奋的是链条数字孪生——把负载谱、磨损曲线输入模型,能预测剩余寿命,连维护窗口都自动排进ERP。💡 去年汉诺威展上,有家德国公司展出了集成RFID芯片的智能链节,每一节都有ID,跑一圈下来就知道哪节受力最大、哪节润滑不良,这个数据闭环简直绝了。
不过话讲回来,新技术虽好,落地还得看投入产出。对于大多数工况,把基础选型做扎实、把维护做精细,链条跑个两三年不出幺蛾子完全没问题。关键就是——别偷懒。
再补一个真实案例:河北某水泥厂斗式提升机,原先用普通套筒滚子链,三个月换一套。后来换成渗硼耐磨链,链板表面硬度到HV2000以上,用了一年半只调节过两次张紧。成本虽然高了四成,但减掉停机损失和人工,八个月就回本。这样的账得算啊。
链条这个行当,看似笨重,实则越来越精细。从材料基因到工业互联,它也是一面镜子,照出整个制造业的升级。下回看着产线上哗啦啦转动的链条,你也许会想,每一节背后都藏着值得讲的故事。
好了,就扯这么多。选型、维护、新技术,你都经历过哪些坑?评论区聊聊。
选型不是“差不多就行”
好多人选链条,习惯瞄一眼手册上的“抗拉强度”,觉得够用就下单。实际上呢?抗拉强度只是静态破坏值,而实际工况里,链条天天在承受冲击、交变载荷、还有恶劣环境。比如输送高温铸件的倍速链,如果你没考虑热膨胀导致的节距伸长,没多久就会跳齿、卡死。还有搞食品灌装的,用不锈钢链条倒是防锈了,结果忽略了磁性检测环节,链条本身带弱磁,天天报假警。——你说烦不烦? 下面这几个参数,选型时必须盯死: - 实际安全系数:别光看样本标注的6~8倍,要结合启停频繁度、冲击载荷重新核算。特别是带张紧轮的输送线,局部张力可能翻倍。 - 销轴表面硬度与芯部韧性:有些便宜货只做表面渗碳,芯部软得像黄油,用俩月就弯了。最好认准经过等温淬火处理的,或者明确要求芯部硬度。 - 摩擦副匹配:链轮齿形不标准或材质偏软,会加速链条磨损。见过电镀线上的链条,链轮比链条先完蛋,因为厂家图省事用了45钢调质,硬度差一截。 对了,有个误区——不少人以为“进口链条肯定好”。其实现在国内几家头部厂,比如东华、恒久,生产工艺已经追得很紧了。关键是别买到贴牌货,有些小作坊拿边角料冲压链板,热处理全靠“土炉子”,硬度能差20个HRC,你敢用?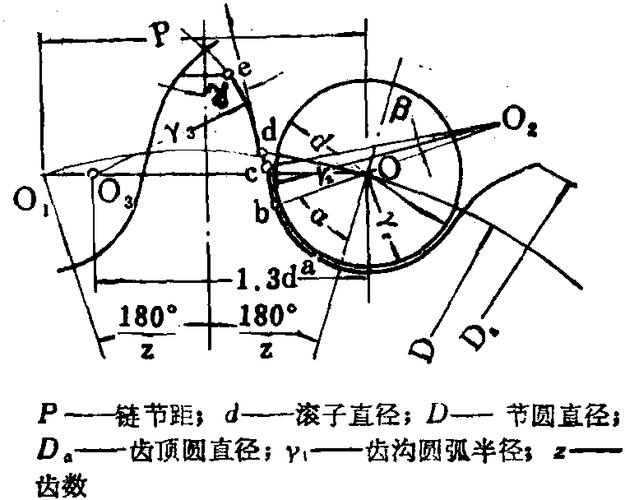 工业链条链轮磨损齿形对比示意图
工业链条链轮磨损齿形对比示意图
维护靠“手感”?要智能!
说到维护,你可能听过老师傅敲击听声、摸温度、看油膜——这些经验法不是没用,但在连续化产线上太玄学。去年去一家汽车总装厂,他们的悬挂输送链装了在线磨损监测,通过激光扫描实时测量链节伸长量,数据直接进MES,超出阈值自动报警停机。❗这才是当代该有的做法。 其实链条寿命管理,核心就三件事:润滑、张紧、对中。但每一条都能展开说一堆血泪史。 问:为什么天天注油,链条还是干磨? 答:因为你用的是普通黄油枪,脂根本没挤进销轴套筒间隙里。尤其高速链,离心力会把油脂甩干净。✅ 正确做法是用带针头的注油器,或者采用油浴润滑,让链条浸过油池。还有环境粉尘大的地方,润滑脂反而变成“研磨膏”,这时候得改用干膜润滑剂或自动滴油系统,每节一滴,精准控量。 问:新链条刚换上才几个月,又拉长了,是不是质量太差? 答:先别甩锅。链条初期磨合阶段有5%左右的“结构性伸长”,这是销轴和套筒的间隙被压实,属于正常。但如果短期内伸长超过3%,就得查张紧力了。张紧过紧,负荷飙升;过松,跳齿甚至断链。最好装个张力传感器,或者至少每班手测一次垂度——单跨距的2%~3%是比较理想的范围。 还有对中!链轮轴平行度偏半毫米,链板侧向受力,寿命直接打对折。激光对中仪现在又不贵,别再拿直尺比划了。 输送链条在线监测传感器安装图
输送链条在线监测传感器安装图
新玩意儿:涂层、免润滑与数字孪生
 新玩意儿:涂层、免润滑与数字孪生
这几年材料进步挺有意思。比如在电子半导体洁净室里,用特氟龙涂层的链条,一点油都不能加,靠着自润滑跑两年不用管。还有氮化硅陶瓷滚动体的滚子链,耐腐蚀、重量轻,用在光伏电池片输送上,几乎无粉尘。
最让我兴奋的是链条数字孪生——把负载谱、磨损曲线输入模型,能预测剩余寿命,连维护窗口都自动排进ERP。💡 去年汉诺威展上,有家德国公司展出了集成RFID芯片的智能链节,每一节都有ID,跑一圈下来就知道哪节受力最大、哪节润滑不良,这个数据闭环简直绝了。
不过话讲回来,新技术虽好,落地还得看投入产出。对于大多数工况,把基础选型做扎实、把维护做精细,链条跑个两三年不出幺蛾子完全没问题。关键就是——别偷懒。
再补一个真实案例:河北某水泥厂斗式提升机,原先用普通套筒滚子链,三个月换一套。后来换成渗硼耐磨链,链板表面硬度到HV2000以上,用了一年半只调节过两次张紧。成本虽然高了四成,但减掉停机损失和人工,八个月就回本。这样的账得算啊。
链条这个行当,看似笨重,实则越来越精细。从材料基因到工业互联,它也是一面镜子,照出整个制造业的升级。下回看着产线上哗啦啦转动的链条,你也许会想,每一节背后都藏着值得讲的故事。
好了,就扯这么多。选型、维护、新技术,你都经历过哪些坑?评论区聊聊。
新玩意儿:涂层、免润滑与数字孪生
这几年材料进步挺有意思。比如在电子半导体洁净室里,用特氟龙涂层的链条,一点油都不能加,靠着自润滑跑两年不用管。还有氮化硅陶瓷滚动体的滚子链,耐腐蚀、重量轻,用在光伏电池片输送上,几乎无粉尘。
最让我兴奋的是链条数字孪生——把负载谱、磨损曲线输入模型,能预测剩余寿命,连维护窗口都自动排进ERP。💡 去年汉诺威展上,有家德国公司展出了集成RFID芯片的智能链节,每一节都有ID,跑一圈下来就知道哪节受力最大、哪节润滑不良,这个数据闭环简直绝了。
不过话讲回来,新技术虽好,落地还得看投入产出。对于大多数工况,把基础选型做扎实、把维护做精细,链条跑个两三年不出幺蛾子完全没问题。关键就是——别偷懒。
再补一个真实案例:河北某水泥厂斗式提升机,原先用普通套筒滚子链,三个月换一套。后来换成渗硼耐磨链,链板表面硬度到HV2000以上,用了一年半只调节过两次张紧。成本虽然高了四成,但减掉停机损失和人工,八个月就回本。这样的账得算啊。
链条这个行当,看似笨重,实则越来越精细。从材料基因到工业互联,它也是一面镜子,照出整个制造业的升级。下回看着产线上哗啦啦转动的链条,你也许会想,每一节背后都藏着值得讲的故事。
好了,就扯这么多。选型、维护、新技术,你都经历过哪些坑?评论区聊聊。