齿轮失效的真相:老工程师踩过的坑与避雷指南
那些要命的失效模式
齿轮失效不是只有一种死法。最常见的,
轮齿折断,分疲劳折断和过载折断。疲劳折断就像慢性病,裂纹慢慢扩展,突然有一天就断了。过载折断呢?就像你硬掰一根筷子,瞬间的事儿。我见过最夸张的一次,一个直径两米的大齿圈,因为冲击载荷,崩掉了五六个齿,整个减速机差点飞出去。
还有
齿面点蚀,这个更阴险。初期可能只是几个小麻点,你不注意,继续跑,很快就变成一片剥落区。润滑油压进去,像楔子一样把裂纹撑大。再就是
齿面胶合——高温高压下,两齿面直接焊在一起了,然后又被撕裂,那种痕迹……像狗啃的一样。

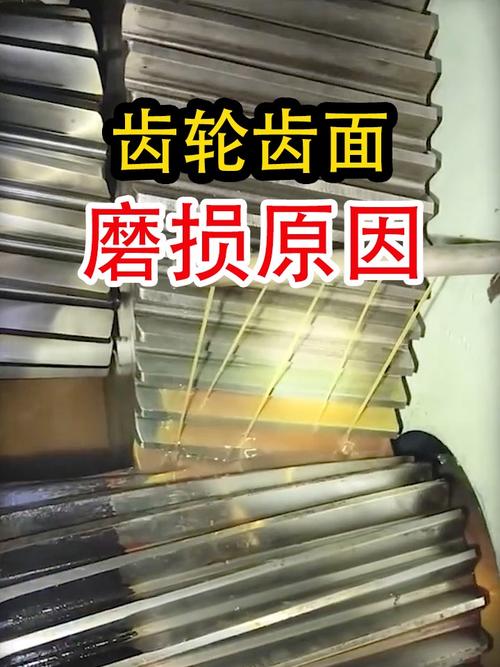
齿轮齿面胶合宏观痕迹
磨损倒还算是“温和”的,但磨久了齿形变了,噪音振动就来了。对了,塑性变形?软齿面常见,像被锤子砸扁了一样。
为什么你的齿轮总是坏?
为什么你的齿轮总是坏?
别总怪操作工。我查过无数故障报告,根子大多在设计、材料、热处理上。
问:“我们厂有一批齿轮,用了不到三个月就大面积点蚀,供应商说我们超载,可负载明明在额定范围内啊?”
答:负载是没超,但你可能忽略了瞬时过载或者润滑的问题。点蚀的本质是接触疲劳,接触应力计算时,你用的是哪个系数?还有,润滑油粘度够不够?是不是该换极压型的了?我见过一个案例,把壳牌 Omala S4 WE 换成美孚 SHC 630 之后,点蚀问题立马缓解——润滑膜强度上去了。当然,齿轮本身的硬度梯度也很关键,渗碳层深度不够,表面残余压应力不足,都是暗雷。
材料这块儿,偷工减料的太多了。说好的20CrMnTi,结果化验出来含碳量偏低,淬透性差,心部硬度上不去。热处理变形也烦人,磨齿的时候找正累死。最近我开始推荐用等温淬火球墨铸铁(ADI)齿轮,在一些中等载荷场合,比渗碳淬火钢成本低,噪音还小,韧性好得一批。不过话说回来,ADI 的加工性对刀具是个考验。
安装精度呢?箱体加工差,轴承间隙大,齿轮啮合偏载,所有计算都白费。你拿压铅丝一看,齿向修形根本不对。
2024年了,我们能做点什么?
老办法不能丢,新工具也得用。
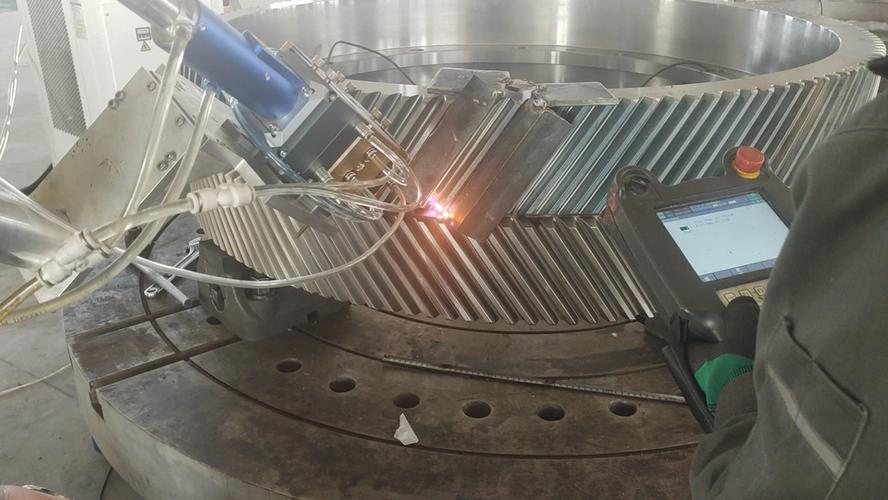
现在齿面强化技术越来越成熟。超声波喷丸、激光冲击强化能在齿根引入几百兆帕的残余压应力,疲劳寿命成倍提高。我们公司去年上了一套激光熔覆设备,把报废的齿轮轴再制造,性能甚至超过原件,光这一项,一年省了百来万。
齿轮激光强化处理现场
油液分析+振动监测,这玩意儿现在门槛低了。装几个传感器,上个边缘计算盒子,频谱一看就知道哪个齿有裂纹。前几天我还处理了一个案例:频谱上出现齿轮啮合频率的边频带,而且间隔是输出轴的转频,果断停机检查,发现输出轴齿轮有个齿根部裂纹已经5毫米了。再晚点,就成事故了。
问:“中小厂子,没钱上状态监测,怎么办?”
答:那就靠人工点检,听音棒、测温枪是标配。每周测一次油品水分、粘度,发现铁谱异常赶紧换油。关键是建立记录,别拍脑袋。我见过最狠的一个老板,要求维修工把每次巡检测量值记在本子上,画趋势图,就这么土办法,成功预判了好几次断齿。
对了,设计阶段,别光依赖经验。现在基于有限元的齿形修形优化,能大幅降低传递误差,减小动载荷。Romax、Kisssoft 这些软件越做越傻瓜化了,花点时间学学,比事后诸葛亮强。
还有一个趋势——非金属齿轮?在某些轻载高速低噪音场景,PEEK、 MC 尼龙齿轮越来越多。就是热膨胀系数大,配合间隙得算仔细了。
最后说个扎心的:很多厂子,齿轮备件往库房一扔,防锈油都不涂,等到用时发现锈了,再拿去磨,尺寸变了……这种低级错误,到2024年了还天天发生。你说气不气人。
 齿轮齿面胶合宏观痕迹
磨损倒还算是“温和”的,但磨久了齿形变了,噪音振动就来了。对了,塑性变形?软齿面常见,像被锤子砸扁了一样。
齿轮齿面胶合宏观痕迹
磨损倒还算是“温和”的,但磨久了齿形变了,噪音振动就来了。对了,塑性变形?软齿面常见,像被锤子砸扁了一样。
 为什么你的齿轮总是坏?
别总怪操作工。我查过无数故障报告,根子大多在设计、材料、热处理上。
问:“我们厂有一批齿轮,用了不到三个月就大面积点蚀,供应商说我们超载,可负载明明在额定范围内啊?”
答:负载是没超,但你可能忽略了瞬时过载或者润滑的问题。点蚀的本质是接触疲劳,接触应力计算时,你用的是哪个系数?还有,润滑油粘度够不够?是不是该换极压型的了?我见过一个案例,把壳牌 Omala S4 WE 换成美孚 SHC 630 之后,点蚀问题立马缓解——润滑膜强度上去了。当然,齿轮本身的硬度梯度也很关键,渗碳层深度不够,表面残余压应力不足,都是暗雷。
材料这块儿,偷工减料的太多了。说好的20CrMnTi,结果化验出来含碳量偏低,淬透性差,心部硬度上不去。热处理变形也烦人,磨齿的时候找正累死。最近我开始推荐用等温淬火球墨铸铁(ADI)齿轮,在一些中等载荷场合,比渗碳淬火钢成本低,噪音还小,韧性好得一批。不过话说回来,ADI 的加工性对刀具是个考验。
安装精度呢?箱体加工差,轴承间隙大,齿轮啮合偏载,所有计算都白费。你拿压铅丝一看,齿向修形根本不对。
为什么你的齿轮总是坏?
别总怪操作工。我查过无数故障报告,根子大多在设计、材料、热处理上。
问:“我们厂有一批齿轮,用了不到三个月就大面积点蚀,供应商说我们超载,可负载明明在额定范围内啊?”
答:负载是没超,但你可能忽略了瞬时过载或者润滑的问题。点蚀的本质是接触疲劳,接触应力计算时,你用的是哪个系数?还有,润滑油粘度够不够?是不是该换极压型的了?我见过一个案例,把壳牌 Omala S4 WE 换成美孚 SHC 630 之后,点蚀问题立马缓解——润滑膜强度上去了。当然,齿轮本身的硬度梯度也很关键,渗碳层深度不够,表面残余压应力不足,都是暗雷。
材料这块儿,偷工减料的太多了。说好的20CrMnTi,结果化验出来含碳量偏低,淬透性差,心部硬度上不去。热处理变形也烦人,磨齿的时候找正累死。最近我开始推荐用等温淬火球墨铸铁(ADI)齿轮,在一些中等载荷场合,比渗碳淬火钢成本低,噪音还小,韧性好得一批。不过话说回来,ADI 的加工性对刀具是个考验。
安装精度呢?箱体加工差,轴承间隙大,齿轮啮合偏载,所有计算都白费。你拿压铅丝一看,齿向修形根本不对。
 齿轮激光强化处理现场
油液分析+振动监测,这玩意儿现在门槛低了。装几个传感器,上个边缘计算盒子,频谱一看就知道哪个齿有裂纹。前几天我还处理了一个案例:频谱上出现齿轮啮合频率的边频带,而且间隔是输出轴的转频,果断停机检查,发现输出轴齿轮有个齿根部裂纹已经5毫米了。再晚点,就成事故了。
问:“中小厂子,没钱上状态监测,怎么办?”
答:那就靠人工点检,听音棒、测温枪是标配。每周测一次油品水分、粘度,发现铁谱异常赶紧换油。关键是建立记录,别拍脑袋。我见过最狠的一个老板,要求维修工把每次巡检测量值记在本子上,画趋势图,就这么土办法,成功预判了好几次断齿。
对了,设计阶段,别光依赖经验。现在基于有限元的齿形修形优化,能大幅降低传递误差,减小动载荷。Romax、Kisssoft 这些软件越做越傻瓜化了,花点时间学学,比事后诸葛亮强。
还有一个趋势——非金属齿轮?在某些轻载高速低噪音场景,PEEK、 MC 尼龙齿轮越来越多。就是热膨胀系数大,配合间隙得算仔细了。
最后说个扎心的:很多厂子,齿轮备件往库房一扔,防锈油都不涂,等到用时发现锈了,再拿去磨,尺寸变了……这种低级错误,到2024年了还天天发生。你说气不气人。
齿轮激光强化处理现场
油液分析+振动监测,这玩意儿现在门槛低了。装几个传感器,上个边缘计算盒子,频谱一看就知道哪个齿有裂纹。前几天我还处理了一个案例:频谱上出现齿轮啮合频率的边频带,而且间隔是输出轴的转频,果断停机检查,发现输出轴齿轮有个齿根部裂纹已经5毫米了。再晚点,就成事故了。
问:“中小厂子,没钱上状态监测,怎么办?”
答:那就靠人工点检,听音棒、测温枪是标配。每周测一次油品水分、粘度,发现铁谱异常赶紧换油。关键是建立记录,别拍脑袋。我见过最狠的一个老板,要求维修工把每次巡检测量值记在本子上,画趋势图,就这么土办法,成功预判了好几次断齿。
对了,设计阶段,别光依赖经验。现在基于有限元的齿形修形优化,能大幅降低传递误差,减小动载荷。Romax、Kisssoft 这些软件越做越傻瓜化了,花点时间学学,比事后诸葛亮强。
还有一个趋势——非金属齿轮?在某些轻载高速低噪音场景,PEEK、 MC 尼龙齿轮越来越多。就是热膨胀系数大,配合间隙得算仔细了。
最后说个扎心的:很多厂子,齿轮备件往库房一扔,防锈油都不涂,等到用时发现锈了,再拿去磨,尺寸变了……这种低级错误,到2024年了还天天发生。你说气不气人。