新材料突围:工业制造中的那些“不可能”与落地真相
需求倒逼:传统材料真的不够用了?
去年秋天,在东莞一家注塑厂,我看到生产线停了整整六个小时。原因?模具开裂。那套模具用了不到三个月,材料是常规的Cr12MoV。厂长抽烟的手都在抖——订单排到明年,每停一分钟都是钱。他问了我一句:有没有一种新材料能扛住这种连续高负荷冲压?
说实话,这问题我听过不止一次。不只是模具,从机床主轴到化工泵体,传统金属材料早就触及天花板。耐热的不耐磨,耐磨的太脆,不锈钢又死重。工业场景里,永远在性能、寿命、成本三者间走钢丝。
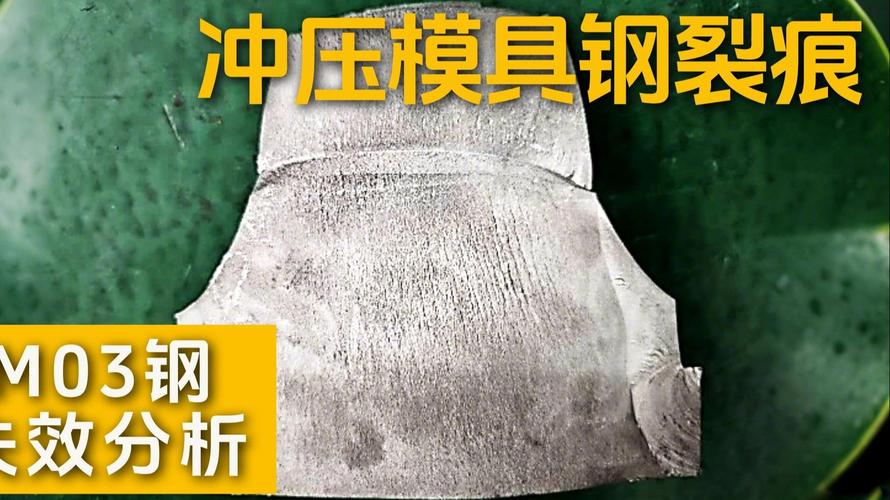 工业模具钢材料开裂失效分析对比
工业模具钢材料开裂失效分析对比
但现在,一些看起来很“实验室”的新材料开始落地了。比如金属基复合材料、工程陶瓷、高分子合金。不是说它们多完美——恰恰相反,坑一个不少,但方向是对的。
不是替代,是重构:当新材料遇上老产线
去年在宁波,一家做汽车零部件的企业尝试用碳化硅颗粒增强铝基复合材料替代铸铁刹车盘。轻是真轻,强度也够,但加工时刀具损耗飙升了300%。车间主任骂骂咧咧,说这玩意儿“根本不是人用的”。后来他们改了切削参数,换上CBN刀具,才勉强稳住。但成品率还是低,成本压不住。
这暴露了一个很现实的问题:新材料推广的最大阻力不是性能,是适配。我们很多产线、工艺、检测标准都是为传统材料定制的。突然换个高硬度、各向异性的东西,整个系统都会水土不服。
 碳化硅铝基复合材料刹车盘加工刀具磨损
碳化硅铝基复合材料刹车盘加工刀具磨损
所以现在聪明的做法是什么?不是全盘替代,而是局部重构。比如在磨损最严重的位置做涂层、做镶嵌,或者把原来需要多部件焊接的,直接用3D打印做成一体化梯度材料——这一点在航空航天领域走得最远,连燃料喷嘴都开始用镍基高温合金打印了。
成本幻觉:贵与便宜的辩证法
一说到新材料,老板们第一反应就是:贵!没错,公斤单价普遍高。但账要这么算吗?
前阵子帮一家泵厂做选材,输送的介质含固量高,原来用304不锈钢叶轮,两个月就得换。换成氧化锆陶瓷叶轮,价格是钢的十几倍。但寿命翻了八倍,而且维护停机时间少了——综合算下来,一年省了二十多万。厂长后来跟我说:“早换早省心。”这事儿让我想通一点:新材料省不省钱,得看全生命周期,光盯着采购价就狭隘了。
当然,也有翻车的时候。某次推荐一家企业试用一种进口高强轻质复合材料做机器人手臂,材料本身不便宜,但可以减重40%,理论上能提速降能耗。结果用了才发现,连接处的胶粘剂不匹配,振动下容易松动,最后只能加装金属衬套——重量又加回去了,成本还高了。💡教训:应用新材料必须系统考虑,上下游辅材一个不能忽略。
问:有没有快速评估新材料可行性的方法?
答:有,两条腿走路。一是小批量试制,直接用实际工况跑,别光信实验室数据。二是仿真先行,用有限元分析核心受力、温度场,特别是热-力耦合。现在有些软件能集成材料本构模型,精度足够筛掉80%的不可行方案。但仿真不能全信,最终还得实物验证。
问:国内新材料专利多但产业化少的怪圈怎么破?
答:这事儿我吐槽过很多次。不是技术不行,是中间环节断了。高校做完论文就完事,企业不敢冒险中试。其实需要一批“桥梁型”的公司,专门干小规模中试和工艺包开发。我见过一家做石墨烯涂层的,自己搭了中试线,给客户免费打样,就收个加工费,慢慢就打开了市场。这需要耐心,还有钱。
2024-2025值得关注的新材料方向
结合最近参加的展会和跑工厂的观察,几个方向值得盯着:
- 陶瓷基复合材料(CMC):不只是航空发动机,工业炉辊、高温夹具也开始用了。耐温1500℃,还轻。
- 高熵合金:成分复杂但性能奇异,低温韧性极好,做深海装备有戏。
- 生物基高分子:不是环保噱头,有些在耐磨性上已经能打POM了,成本在降。
- 自修复材料:涂层方向落地最快,轻微划伤能自己愈合,减少维护停机。
但别指望一夜颠覆。所有新材料都得过量产关、成本关、标准关,快则两三年,慢则十年。玩新材料就是和时间做朋友——当然,前提是方向没选错。
最后想起那个注塑厂厂长,后来他换了一种粉末冶金高速钢模芯,寿命提高了五倍。虽然贵了点,但他终于能睡个安稳觉了。✅