工业陶瓷凭什么硬刚金属?——机械老手的实操坦白局
上周拆了个化工泵,陶瓷密封环崩了,差点让我当场裂开。没错,陶瓷这玩意,爱恨交织。十多年前刚入行那会儿,师傅指着烧结炉跟我说:这东西能硬过淬火钢,但脾气也大,得顺着毛捋。现在回想,话糙理不糙。
谁在给工业陶瓷撑腰?
先别急着聊应用。你知道现在车间里最常打交道的陶瓷是哪几类吗?说氧化铝陶瓷是入门款——便宜、耐化学腐蚀,但脆得跟饼干似的。进阶版碳化硅陶瓷,导热快、硬度仅次于金刚石,做密封环、泵轴套的首选。狠角色是氮化硅陶瓷,强度高还抗热震,涡轮增压器转子就有它的影子。还有氧化锆——陶瓷里难得带点韧性的异类,用来做剪刀、量块,甚至人工关节。💡
 工业陶瓷材料分类对比图
工业陶瓷材料分类对比图
说实话,很多人对陶瓷的认知还停留在花瓶和马桶。但在机械行业,结构陶瓷早就杀疯了。轴承、阀门、喷嘴、拉丝模……这些地方,金属扛不住的时候,陶瓷能顶上去。比如说,去年给一家食品厂修搅拌釜,介质带弱酸,316L不锈钢三个月就点蚀穿孔,换陶瓷内衬,一年没见锈。成本翻倍,但停机时间缩短,算总账反而划算。你说是不是这个理?
陶瓷轴承:安静、干净、更要命的是耐磨
这话题必须单拎出来。全陶瓷轴承在高速轻载场合,比钢球轴承寿命长好几倍。为什么?摩擦系数低——油都不用加,干跑都行;硬度高——滚道几乎不变形;电绝缘——电机轴承防电蚀的首选。但话又说回来,陶瓷轴承的安装配合要求变态级苛刻,径向游隙选错,分分钟碎给你看。😂
问:为什么陶瓷轴承在纺织机械、食品机械里越来越普及?
答:因为没污染啊。无油自润滑,不会像脂润滑那样漏得到处都是,尤其食品级车间,省去一大块清洁验证的麻烦。而且噪音低,有些高精密陶瓷轴承的振动值比金属轴承低一个数量级。不过,别盲目吹,重载冲击场合千万别用,一锤下去,三天的工资就碎了。
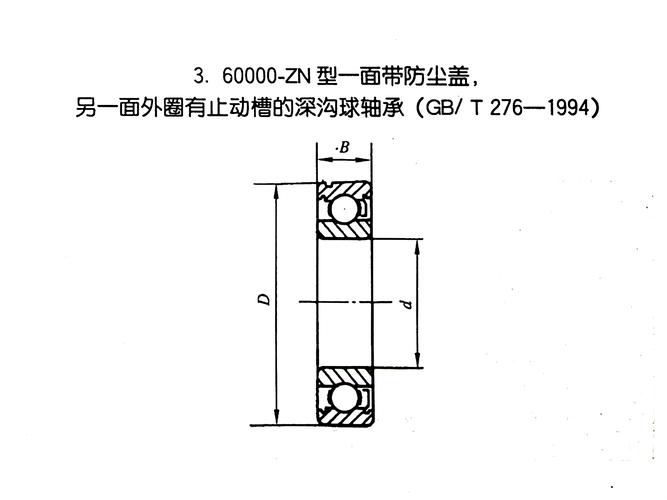 全陶瓷深沟球轴承结构图
全陶瓷深沟球轴承结构图
加工难?那是你没找对路子
 加工难?那是你没找对路子
加工难?那是你没找对路子
想当年刚推行陶瓷刀具,车间老师傅集体抗议:这破刀片,一碰就崩,干个屁活!确实,陶瓷刀具的负前角设计、极高线速度的要求,和传统硬质合金完全俩路子。但一旦参数调对,干淬硬钢、铸铁就跟切豆腐似的,而且不用冷却液——干切,环保局查都不怕。现在带中心内冷的陶瓷刀片,寿命又翻番了。
可陶瓷零件的成型更头疼。烧结收缩率10%-20%,大型薄壁件烧完就像揉皱的纸。近几年注射成型和3D打印进步不少,但精度还是难搞,后续必须金刚石磨削。磨一个高精度陶瓷柱塞,比磨金属多花3倍时间。❗所以别信那些吹得天花乱坠的——目前陶瓷零件,设计上能简则简,别给自己挖坑。
问:陶瓷件设计有啥避坑指南?
答:第一,避免尖锐转角,应力集中直接完蛋;第二,壁厚尽量均匀,薄厚突变烧的时候准裂;第三,公差别标太高,陶瓷磨削余量留小了根本磨不出来,留大了成本上天。最好和烧结、磨削的工艺人员一起定图纸,别闷头自己画。
未来:别老盯着缺点不放
我说你们这帮搞机械的,惯性思维太重。陶瓷韧性差是事实,但不是不能改。现在纳米复相陶瓷、纤维增韧陶瓷已经把裂纹扩展扛下来了。前段时间看展会,有家厂做的碳纤维增韧碳化硅刹车盘,从2米摔水泥地,愣没碎,价格贵是贵,飞机刹车盘都在验证了。
还有陶瓷基复合材料(CMC),耐高温胜过高温合金,重量还减半。航空发动机、火箭喷管早就在用,离普通机械还有距离,但想想十年前的陶瓷轴承不也是稀罕货?技术下沉只是时间问题。
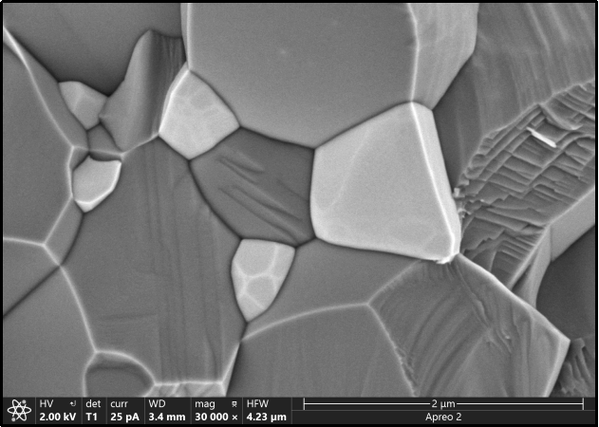 纤维增韧陶瓷断裂面显微结构图
纤维增韧陶瓷断裂面显微结构图
上半年试了一款国产氧化锆陶瓷柱塞,在柱塞泵上跑了大半年,拆出来一看,镜面光洁度还跟新的一样。以前总迷信日本货,现在看来,国内某些牌子的性价比真能打。⚠当然,你得挑对供应商,粉体纯度、烧结工艺的差距,造出来的东西一个天上一个地下。
最后,别再说陶瓷脆得像玻璃——那是你没见过它在对的地方有多刚。哪天你的设备卡在耐温、耐腐蚀、耐磨损的极限上,不妨想想这哥们。真的,有时候换种材料,比改结构省心得多。