3D打印如何打破传统制造枷锁?——一位老工程师的实话
从“看着玩”到“真家伙”
第一次见到金属3D打印机,我差点笑出声。就这?一堆粉末,激光扫来扫去,能比得上锻压?可去年厂里那批随形冷却水道模具——传统工艺得拆成四块做,用3D打印一体成型,注塑周期短了40%。啪啪打脸。金属3D打印早就不是实验室玩具了。说实话,现在搞制造的,再不碰这个就落伍了。但别听销售忽悠,说什么“无所不能”。
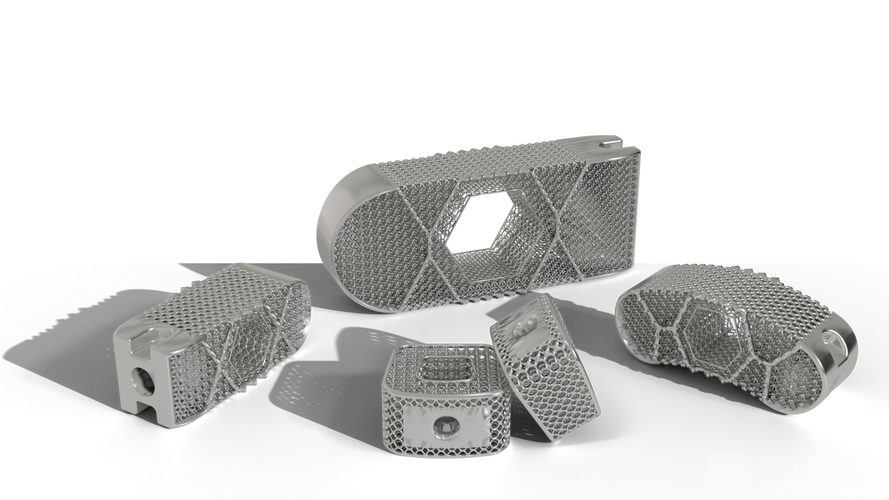
 金属3D打印机制造的复杂金属零件
金属3D打印机制造的复杂金属零件
眼前这个钛合金航空支架,内部是点阵结构,比传统件轻了30%,强度反倒更高。这种设计,五轴机床能干?别逗了。
买设备就是砸钱?账得这么算
采购总监老李头跟我吐槽:“一台机器几百万,粉一公斤几千,打印个巴掌大的件成本上千,我疯了?”我理解这种肉疼。但单件成本是最骗人的指标。 模具随形冷却水道让成型周期缩短20-30%,一年省的电费和人力就回本了。还有备品备件,过去给十年老设备找替换件,开模费动辄五万,现在扫描、打印,两天交货,停机损失都赚回来了。再算上轻量化设计带来的油耗降低,航空件一克值千金,这账得翻着算。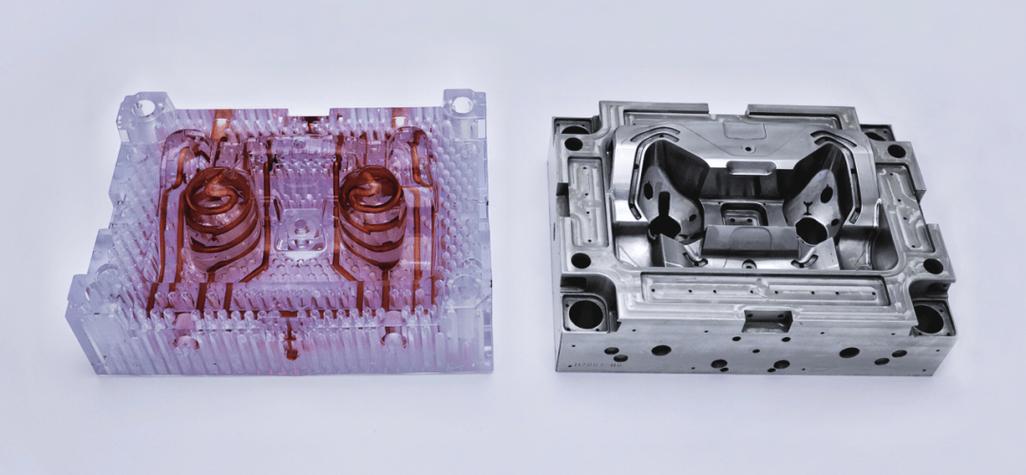 3D打印的随形冷却模具剖面展示
3D打印的随形冷却模具剖面展示
不过话又说回来,粉材确实贵。有些厂买来打印机,大半年开不了几次,就因为没活儿。这技术不是万能药,但你要是困在低端加工里,它能帮你跳出来。
QA:你最关心的三个坑
问:打印出来的件直接能用吗?强度够吗?答:强度不是问题。SLM工艺打印的钛合金、镍基高温合金,致密度能达到99.9%以上,拉伸强度甚至超过锻件标准。但表面粗糙度是硬伤,关键配合面必须后处理。别指望打印完直接上装配线——得磨、得铣、得热处理。工序一个都不能省。 问:我们厂图纸一大堆,直接打成三维就能印?
答:想得美!这是新手最容易栽的坑。你那零件得重新设计,面向增材制造。支撑结构、应力变形、成型方向,全靠经验。一个角没弄好,打印到一半翘边,几千块粉末报废。设计思维不转变,机器就是一堆废铁。
别只盯着金属,高分子和陶瓷也杀疯了
提到3D打印,总以为就是金属件。其实高性能工程塑料打印(比如PEEK、ULTEM)在医疗器械、航空航天电子上,耐温250度,阻燃UL94 V-0,比铝合金轻一半,直接造终端件。还有陶瓷3D打印,氧化铝、氧化锆,高精度复杂型芯,传统注浆成型根本做不出来。这些工艺不是取代传统,是互补。比如小批量定制化的手术导板,用SLA打树脂模,翻模浇注——又快又便宜。工业3D打印已经渗透到铸造、注塑、冲压的各个环节,成了工具链上的一环。
 工业级高分子3D打印的医疗植入物
工业级高分子3D打印的医疗植入物
想起五年前,我跟一帮老同事说这技术迟早颠覆制造业,他们笑我科幻片看多了。现在呢?他们的厂正急着招懂3D打印工艺参数的工程师。
最后一瓢冷水
 最后一瓢冷水
别被资本的热钱冲昏头。3D打印不是来革传统制造的命,是来补短板的。你要是搞大批量标准件,冲压、压铸仍然甩它十条街。但如果你手里有大把多品种、小批量、高复杂度的订单——这玩意就是印钞机。
人才断档是更大的麻烦。懂机械设计的不懂工艺,懂工艺的不懂材料,懂材料的不懂控制。一个成熟的增材制造工程师,月薪两万还招不到。所以啊,设备买了,培训得跟上。花几十万买软件、送人去学,别心疼,不然设备就等着落灰。
最后一瓢冷水
别被资本的热钱冲昏头。3D打印不是来革传统制造的命,是来补短板的。你要是搞大批量标准件,冲压、压铸仍然甩它十条街。但如果你手里有大把多品种、小批量、高复杂度的订单——这玩意就是印钞机。
人才断档是更大的麻烦。懂机械设计的不懂工艺,懂工艺的不懂材料,懂材料的不懂控制。一个成熟的增材制造工程师,月薪两万还招不到。所以啊,设备买了,培训得跟上。花几十万买软件、送人去学,别心疼,不然设备就等着落灰。
最后一句实话:这行水很深,但每一步踩实了,回报也实打实。从业二十多年,这是少数让我半夜想起来还能兴奋半天的技术。冲吧,但带着脑子冲。