柔性制造:当产线学会“变形”,工厂才真正活了过来
半年前去宁波一家中小钣金厂,车间里一条镀锌板开平线刚改造完,老板老陈叼着烟,指着产线有点得意又有点懊恼:“这玩意儿现在能上午跑家电背板,下午切汽车加强件——但昨天订单临时加了个异形孔,调程序的小孩愣是弄了俩钟头。”我凑近看,机械臂确实在自动换抓手,AGV 小车正拐着弯避开地上的电缆,屏幕上的排产表密密麻麻。老陈弹掉烟灰,叹口气:“柔性?柔是柔了,性还不够快。”
这话让我记到现在。柔性制造不是一个新词,但这两年突然又火了——确切说,是被逼着火的。订单越来越碎,交货越来越急,昨天客户还在微信上问“能不能追500件印花不一样的外壳”,今天就说“下周先试产30套,OK再下单”。传统产线那种“调一次机吐一箱,换一次型骂一天娘”的节奏,基本就等于自杀。于是柔性制造从“加分项”变成了生存底线。
##  钣金加工柔性产线零点定位夹具快速换型
第三个是人的惯性。操作工习惯了专线专机,换产品就像换脑子,抵触情绪大得很。有家德资工厂的做法挺狠——直接撤掉岗位,用AR眼镜指导操作员,每个步骤都投射在眼前,学三天就能上手五种机型。❗但这样一来,老师傅的经验又浪费了,挺矛盾的。
## 柔性制造车间协作机器人与AMR自主移动机器人配合工作场景
但我也踩过坑。有一家厂子上了AMR,结果工人嫌它慢,总抢道,最后直接把它逼停到墙角。后来搞了个“人机分时共享通道”,早班人走主道,AMR走辅道;晚班反过来,这才消停。你看,技术之外,还得懂人性。
问:如果预算有限,只能先上一个环节的柔性,应该从哪开始?
答:从换型最频繁、卡脖子最严重的那个工序切入。用价值流图分析一下,哪个地方一换产就停线最长、出错最多,大概率是夹具、编程或者物料切换。先把这个点打通,用快换工装、预设程序或简易料仓,往往能收到四两拨千斤的效果。别一上来就铺大摊子,柔性制造最忌讳“大跃进”。
说到底,柔性制造不是一套设备清单,而是一种能力——面对不确定性时,迅速重组资源、以合理成本交付的能力。它需要设备层的可变性、控制层的可配性、管理层的可调度性三者协同。缺一环,都柔不下去。
最近我又去老陈那儿,那条线已经能接客户在线上直接改图的单子了。他递给我一瓶冰水,笑:“现在程序小子调异形孔,二十分钟搞定。”我注意到他墙上贴了张A4纸,打印着一行加粗黑体字:“不要追求完美柔性,要追求够用的敏捷”。可能,这才是柔性制造最接地气的诠释。
钣金加工柔性产线零点定位夹具快速换型
第三个是人的惯性。操作工习惯了专线专机,换产品就像换脑子,抵触情绪大得很。有家德资工厂的做法挺狠——直接撤掉岗位,用AR眼镜指导操作员,每个步骤都投射在眼前,学三天就能上手五种机型。❗但这样一来,老师傅的经验又浪费了,挺矛盾的。
## 柔性制造车间协作机器人与AMR自主移动机器人配合工作场景
但我也踩过坑。有一家厂子上了AMR,结果工人嫌它慢,总抢道,最后直接把它逼停到墙角。后来搞了个“人机分时共享通道”,早班人走主道,AMR走辅道;晚班反过来,这才消停。你看,技术之外,还得懂人性。
问:如果预算有限,只能先上一个环节的柔性,应该从哪开始?
答:从换型最频繁、卡脖子最严重的那个工序切入。用价值流图分析一下,哪个地方一换产就停线最长、出错最多,大概率是夹具、编程或者物料切换。先把这个点打通,用快换工装、预设程序或简易料仓,往往能收到四两拨千斤的效果。别一上来就铺大摊子,柔性制造最忌讳“大跃进”。
说到底,柔性制造不是一套设备清单,而是一种能力——面对不确定性时,迅速重组资源、以合理成本交付的能力。它需要设备层的可变性、控制层的可配性、管理层的可调度性三者协同。缺一环,都柔不下去。
最近我又去老陈那儿,那条线已经能接客户在线上直接改图的单子了。他递给我一瓶冰水,笑:“现在程序小子调异形孔,二十分钟搞定。”我注意到他墙上贴了张A4纸,打印着一行加粗黑体字:“不要追求完美柔性,要追求够用的敏捷”。可能,这才是柔性制造最接地气的诠释。
别再以为柔性制造就是“万能产线”
很多人一提柔性就想到那种科幻画面:物料扔进去,机器人咔咔一顿操作,出来就是成品。💡醒醒,那是宣传片。现实中,真正的柔性制造更像是一种“有约束的自由”——你得在设备可重构、软件可配置、物流可调度的前提下,让产线快速切换不同产品,同时成本还不能崩。注意,是不同产品,不是不同规格。规格微调那不叫柔性,叫参数切换。 说实话,这些年我见过很多号称“柔性”的项目,最后都卡在三个地方。 第一个是工装夹具。不管宣传说机器人有多智能,最后跟零件接触的还得是夹具。一个三轴加工中心,刀库再大,遇到非标异形件,夹具设计跟不上,就是抓瞎。✅真正有用的柔性,往往从模块化夹具开始:零点定位系统、气动快换、甚至是3D打印的随形夹爪,把这些弄利索了,换型时间起码砍一半。 第二个是排产逻辑。老陈那厂子就栽在这儿——MES系统能接单,但优化排程是另一回事。柔性产线最怕的不是做不了,是做了A单,B单插进来,整个节奏全乱。后来他们上了APS,结合AI预测,总算能动态平衡。不过话说回来,算法再牛,也抵不过销售一句“客户就要今天”……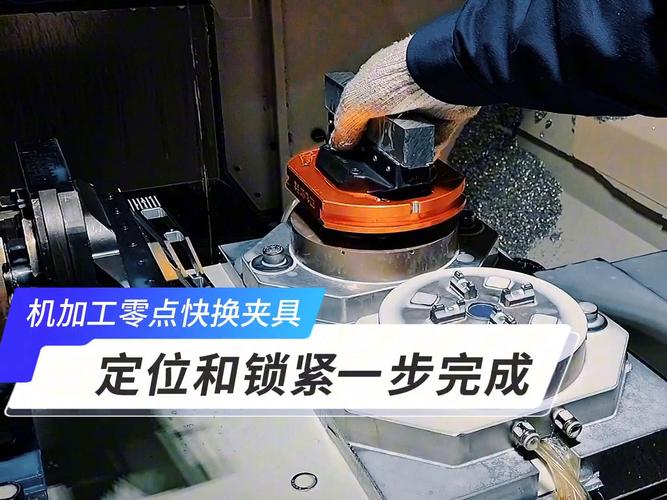 钣金加工柔性产线零点定位夹具快速换型
第三个是人的惯性。操作工习惯了专线专机,换产品就像换脑子,抵触情绪大得很。有家德资工厂的做法挺狠——直接撤掉岗位,用AR眼镜指导操作员,每个步骤都投射在眼前,学三天就能上手五种机型。❗但这样一来,老师傅的经验又浪费了,挺矛盾的。
##
钣金加工柔性产线零点定位夹具快速换型
第三个是人的惯性。操作工习惯了专线专机,换产品就像换脑子,抵触情绪大得很。有家德资工厂的做法挺狠——直接撤掉岗位,用AR眼镜指导操作员,每个步骤都投射在眼前,学三天就能上手五种机型。❗但这样一来,老师傅的经验又浪费了,挺矛盾的。
## 数字孪生不是摆设,是柔性的神经中枢
去年在上海工博会,西门子展台围着一群人看一个机械臂虚拟与现实同步运动,旁边介绍牌写“数字孪生驱动的柔性装配”。很多人觉得这又是概念,但真正跑过工厂的知道,没有数字孪生,柔性制造就像瞎子开车。 原理不复杂:先在虚拟环境里把产线、机器人、物料流都1:1建模,然后用实时数据驱动。好处是切换产品前,可以在电脑上模拟一整天,碰撞检测、节拍平衡、甚至能耗都算出来。等到真刀真枪上阵,一试就过。我们给一家汽车零部件厂做方案时,就是用孪生模型提前验证了三种混流排产方案,最后选了换刀次数最少的那个,OEE直接涨了8个百分点。 不过,数字孪生容易走火入魔。💡别想着一步到位把全厂都建模,那是找死。一个工位一个工位来,重点放在瓶颈和换型频繁的节点上,效果反而明显。 ##柔性不是越贵越好,小厂也有野路子
一说柔性,好像就得花几百万上机器人、AGV、全自动仓库。没那么玄乎。我见过最接地气的柔性案例,是一家做铝型材加工的小作坊。他们买了三台二手五轴加工中心,配上磁力吸盘和通用工装,用Excel管理工艺参数,硬是做到了每天换型四到五次,专接那些大厂不爱做的小批量异形件。老板的原话:“机器是死的,人是活的,我把编码规则做成傻瓜式,工人调出程序就像点手机外卖。” 还有一家更绝——产线没变,变的是组织方式。他们把原来流水线改成岛式布局,几个人围着一个工作台,从开料到组装全包,根据订单随时调整岛的数量。说白了就是细胞式生产,但配合U型布局和可移动工具车,柔韧性出奇地好。🛠️看来有时候,柔性真不是设备问题,是思维问题。 问:像这种“土办法”柔性,能保证质量和一致性吗?会不会得不偿失? 答:问得好。确实,小厂靠人的经验和临时工装,质量波动大。但他们的生存逻辑不是“完美质量”,而是“够用且快”。很多客户找他们,就是因为大厂给不了的响应速度。不过,一些聪明的做法也开始出现:比如用低成本的视觉检测来把关,用简易SOP投影代替纸质作业指导书。本质上是把“人的柔性”和“机器的刚性”结合,取个平衡。当然,如果产品涉及安全件,那还是老老实实上自动化检测,马虎不得。 ##工业机器人和AMR:骨头和血管
没有工业机器人,柔性制造就是空中楼阁。但这两年有个明显趋势:协作机器人大举进入装配和上下料环节。为什么?因为传统工业机器人编程太耗时,换产品就要重新示教,柔性大打折扣。协作机器人拖拽编程、视觉引导,换型快得像换手机壳。 不过,很多人忽视了一点:物料怎么流动才是真正的隐形杀手。机器换型再快,物料送不过来全白搭。AMR(自主移动机器人)比AGV强的地方就在于它不依赖固定磁条,能绕开障碍,自主规划路线。我们在一个电子厂项目里,把AMR和MES打通,系统自动根据工单呼叫物料,送达时间精确到分钟。有一次半夜突然插单,AMR自己找了个不干扰主路线的歇脚点,等前面工序一结束立刻补位——这种流畅感,才叫柔性。 柔性制造车间协作机器人与AMR自主移动机器人配合工作场景
但我也踩过坑。有一家厂子上了AMR,结果工人嫌它慢,总抢道,最后直接把它逼停到墙角。后来搞了个“人机分时共享通道”,早班人走主道,AMR走辅道;晚班反过来,这才消停。你看,技术之外,还得懂人性。
问:如果预算有限,只能先上一个环节的柔性,应该从哪开始?
答:从换型最频繁、卡脖子最严重的那个工序切入。用价值流图分析一下,哪个地方一换产就停线最长、出错最多,大概率是夹具、编程或者物料切换。先把这个点打通,用快换工装、预设程序或简易料仓,往往能收到四两拨千斤的效果。别一上来就铺大摊子,柔性制造最忌讳“大跃进”。
说到底,柔性制造不是一套设备清单,而是一种能力——面对不确定性时,迅速重组资源、以合理成本交付的能力。它需要设备层的可变性、控制层的可配性、管理层的可调度性三者协同。缺一环,都柔不下去。
最近我又去老陈那儿,那条线已经能接客户在线上直接改图的单子了。他递给我一瓶冰水,笑:“现在程序小子调异形孔,二十分钟搞定。”我注意到他墙上贴了张A4纸,打印着一行加粗黑体字:“不要追求完美柔性,要追求够用的敏捷”。可能,这才是柔性制造最接地气的诠释。
柔性制造车间协作机器人与AMR自主移动机器人配合工作场景
但我也踩过坑。有一家厂子上了AMR,结果工人嫌它慢,总抢道,最后直接把它逼停到墙角。后来搞了个“人机分时共享通道”,早班人走主道,AMR走辅道;晚班反过来,这才消停。你看,技术之外,还得懂人性。
问:如果预算有限,只能先上一个环节的柔性,应该从哪开始?
答:从换型最频繁、卡脖子最严重的那个工序切入。用价值流图分析一下,哪个地方一换产就停线最长、出错最多,大概率是夹具、编程或者物料切换。先把这个点打通,用快换工装、预设程序或简易料仓,往往能收到四两拨千斤的效果。别一上来就铺大摊子,柔性制造最忌讳“大跃进”。
说到底,柔性制造不是一套设备清单,而是一种能力——面对不确定性时,迅速重组资源、以合理成本交付的能力。它需要设备层的可变性、控制层的可配性、管理层的可调度性三者协同。缺一环,都柔不下去。
最近我又去老陈那儿,那条线已经能接客户在线上直接改图的单子了。他递给我一瓶冰水,笑:“现在程序小子调异形孔,二十分钟搞定。”我注意到他墙上贴了张A4纸,打印着一行加粗黑体字:“不要追求完美柔性,要追求够用的敏捷”。可能,这才是柔性制造最接地气的诠释。