皮革切割:为什么你的设备总在关键时刻掉链子?
干这行十几年,最怕听到车间主任那句——“刀又钝了”。真的,比听到月底催款还头疼。上周去浙江一家老牌皮革厂,老板老张指着角落那台德国进口裁断机,苦笑说:“买得起,养不起。”刀片一换,几千块没了。更可气的是,换完没几天,切割真皮层时又开始起毛边。
你说这问题出在哪儿?材料?工艺?咱们一条条拆。
真皮切割的暗坑:不是所有皮革都叫“皮”
很多人以为皮革就是皮革,其实差远了。头层皮、二层皮、再生皮,纤维走向、含水量、油脂分布天差地别。我见过最离谱的:有家箱包厂拿二层移膜革当植鞣革切,结果送料辊一压,涂层全粘在砧板上,车间当场停工两小时。
❗皮革切割最大的误区:只看厚度,不看内应力。天然皮革内部应力极度不均,尤其牛羊皮,脖子部位和臀部致密度能差一倍。如果你用恒速切割,走到松软区域刀片会“抢切”,硬区又卡顿——最终切口像狗啃的。
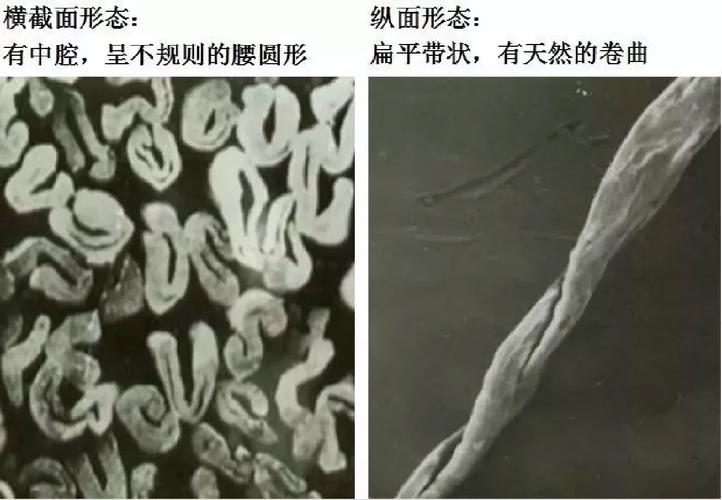
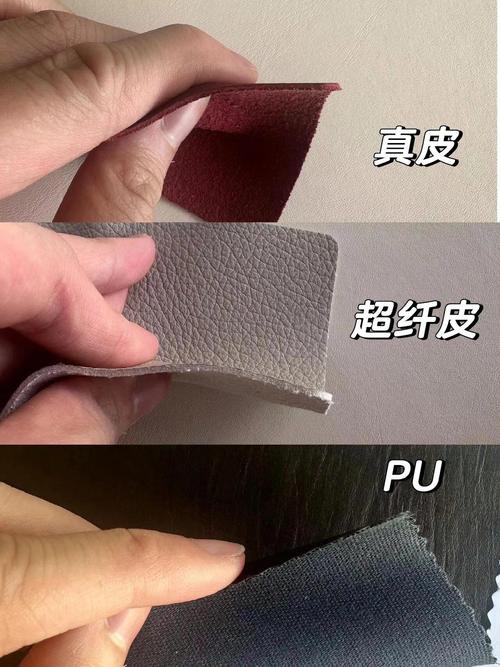 不同皮革部位纤维密度对比示意图
不同皮革部位纤维密度对比示意图
智能裁床真的智能吗?我打一个问号
这两年不少工厂上了数控皮革裁床,宣传词神乎其神:“自动排料省皮10%”“视觉识别零误差”。💡说实话,省皮是真的,零误差?听他们吹。去年帮一家杭州沙发厂调试设备,视觉系统把真皮表面的天然疤痕全标成了瑕疵点,自动避开,结果一张上好的意大利全粒面牛皮,利用率只有67%——比人工排版还低!
问:那为什么还要用智能裁床?直接人工裁不行吗?
答:人工裁皮老师傅确实牛,一张皮能画出上百个形状,但人才断层太严重了。现在年轻人谁愿意在粉尘噪音里站十个小时?而且高端定制订单量小、款式多,人工根本排不过来。智能裁床解决的是效率与标准化的矛盾,但你要会“训”它。比如把疤痕分成允许通过、条件放行、强制避开三级,而不是一刀切。这需要工艺数据库积累,不是买来插电就能用。
另一个坑:裁刀的振动频率。很多人调机时照着参数表设20000转/分钟,结果切超纤皮像切豆腐,换到油蜡皮却把边缘烤焦了。为什么?油蜡皮熔点低,高速振动摩擦生热,直接碳化。后来我们把频率降到12000,加配风冷刀片,才算稳住。这些细节,说明书上可不会写。
 皮革振动刀切割时产生热损伤对比图
皮革振动刀切割时产生热损伤对比图
刀片寿命的秘密:不光是材质问题
 刀片寿命的秘密:不光是材质问题
刀片寿命的秘密:不光是材质问题
一说刀片不耐用,大家就骂供应商偷工减料。其实冤枉人了。现在主流的钨钢刀片,硬度HRC65够高吧?可切铬鞣革照样三天崩口。根子在切割时的振动和排屑。皮革粉尘含胶原蛋白,遇水发粘,堵在刀刃上形成一层胶膜,这不仅增加摩擦热,还会让刀刃微崩。我们做过实验:同样的刀片,加装高压空气喷射清屑后,寿命延长了2.3倍。
问:我看到有些设备带自动磨刀功能,值得买吗?
答:分情况。如果是切重革、鞋底革那种厚料,磨刀有用,因为是刀刃磨损。但如果切软皮、服装革,绝大多数是崩口而非磨钝,磨刀石反而会扩大缺口。我建议:软皮换刀,硬皮磨刀。另外,千万别混用刀片——切过湿皮(含水量>30%)的刀片,再切干皮必然生锈,那种微锈肉眼看不见,但切出来皮边发黄,怎么擦都擦不掉,整批报废。
有一回,我们给一家汽车内饰厂改产线,他们把裁皮和裁复合海绵的刀片混用,结果皮面上出现规律性暗纹,查了两天才发现是刀片残留的聚氨酯碎屑在高温下熔粘到皮革表面。你说这种事儿,光看设备参数能查出来吗?
未来方向:不只是裁得动,更要裁得懂
 未来方向:不只是裁得动,更要裁得懂
未来方向:不只是裁得动,更要裁得懂
现在提工业4.0,皮革行业其实挺尴尬的。毕竟一张真皮不是标准钢板,每张都不一样。但有些苗头挺有意思:比如利用AI深度学习,实时调整切割路径与速度。我们试过一家初创公司的方案,在刀头装了力矩传感器,能感知布料和皮革的阻力差异,自动补偿——虽然准确率只有85%,但方向对了。更狠的是,有人把皮革瑕疵扫描和自动排版连在一起,每一张皮生成唯一二维码,裁片追踪到每件产品,彻底解决“皮源地不统一导致成品色差”的投诉。
不过话说回来,再牛的技术也得接地气。老张上个月把智能裁床连上工厂MES系统,却发现车间湿度一高,传送带就打滑,所有定位数据偏移,结果裁片尺寸集体偏小2mm。最终解决方案简单得可笑——在传送带背面喷一层防滑硅胶。几十块钱搞定,何必花几万升级伺服电机?
皮革切割这门手艺,说到底,是物理和生物学的拉锯战。机器永远在追赶材料的脾性。下次你的设备再犯病,别急着骂供应商,先摸摸皮,闻闻味儿,说不定答案就在指尖。
哦对了,最后补一句:如果遇到冬天皮革变硬不好切,別硬上加热台,那是做合成革的路子。真皮最好在恒温恒湿房里静置24小时再下刀。这招救了我不下五个急单。信不信由你。