电动汽车制造:冲压、焊接、总装里的那些“较真儿”细节
前两天去一家新势力工厂参观,说实话,被那个冲压车间的噪声震得有点恍惚。同行的人都在拍照,我盯着那个上万吨的压机,一瞬间觉得——这玩意儿,跟造燃油车有啥不同?后来想想,还真不一样。电动车对轻量化、对车身刚性的要求,把这些老工艺逼得重新进化了一次。
冲压:铝板比钢板难伺候多了
冲压车间里最常见的焦虑,不是模具坏了,而是铝板开裂。你拿传统钢板冲个车门,回弹量多少、边角怎么收,老师傅闭着眼睛都能调好。换成铝合金,麻烦了。6061、5182各种牌号,屈服强度差个几十兆帕,开裂倾向就完全不同。有一次跟一个模具工程师聊天,他直接吐槽:“给铝板做拉延筋,就像在豆腐上雕花——用力猛了裂,轻了起皱。”❗
而且你发现没有?电动车设计越来越激进。隐藏式门把手、无框车门、超长连屏支架——这些玩意儿都是冲压件精度堆出来的。一台Model Y的一体压铸后底板,直接把70多个零件压成一个。省了上千个焊点。但压铸模具的冷却水道设计,现在成了新的技术壁垒。💡
问:一体压铸到底省了多少钱?
答:省的不只是零件成本。1200吨压铸机占地30米,原先后焊接产线要占60米;人员从15个减到3个。更关键的是,车身刚度提升了,电池包布置更灵活。但前期模具投入大几千万,所以只有月销过万的车型才划算。这就解释了为什么小厂还在用钢板焊接,大厂却在疯狂压铸。
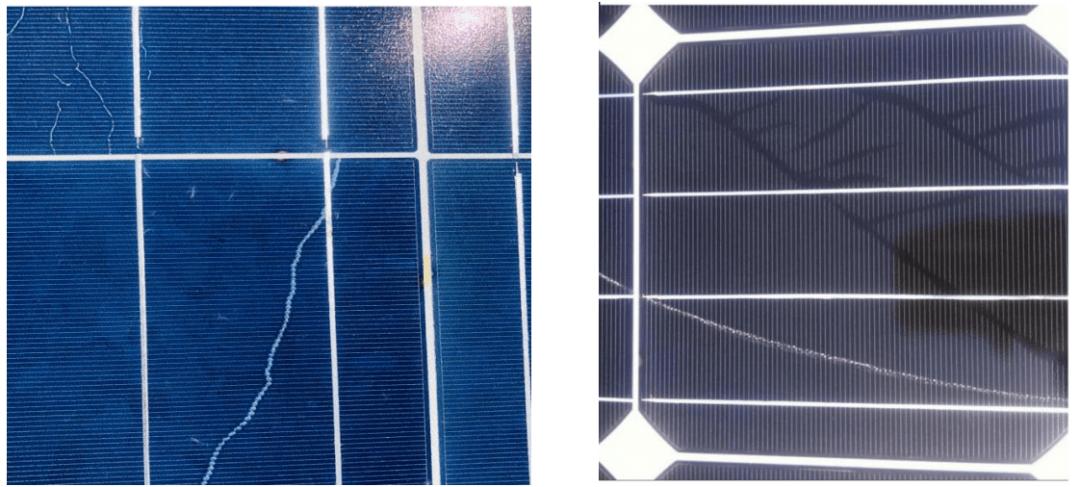
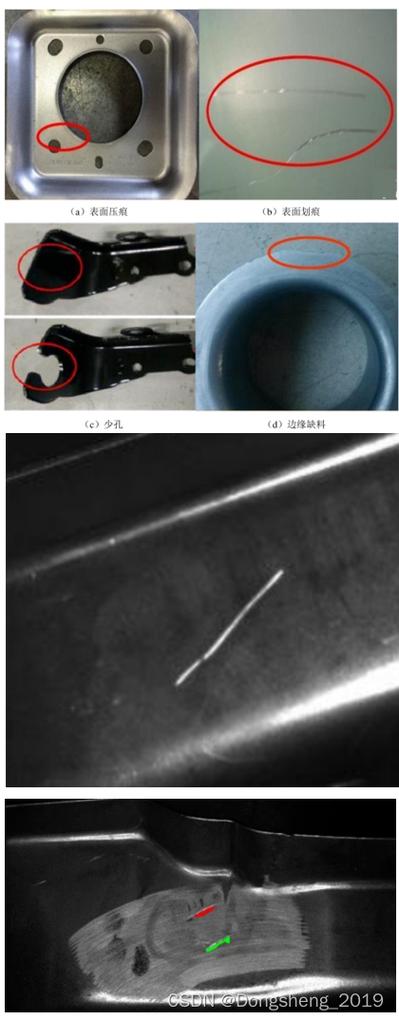 汽车工厂铝合金冲压开裂缺陷检测
汽车工厂铝合金冲压开裂缺陷检测
焊装:机器人干完活,人来“擦屁股”
走进焊装车间,火花少了很多——因为铝点焊和钢点焊不一样。钢的电阻大,一通电就红;铝导电太好,得用更高电流、更短时间,而且电极头寿命极短,打50个点就得修磨。我见过一条线,修磨器比焊钳还忙,生产节拍被拖慢不少。
然后激光焊就来了。车顶、后盖这种地方,激光一扫,焊缝细得像头发丝。但你以为这是全自动的?天真了。很多复杂的角接、多层板的叠焊,还是得靠人工补焊。有个车间主管的原话:“我们这叫‘机器人主力,人工兜底’。AI现在还没学会处理那些不按套路出牌的间隙。”很有趣对吧?
涂胶工艺更是暗坑无数。电动车的电池壳体密封,涂胶轨迹差两毫米就可能进水。有一次参观,正好看到视觉检测系统报警,机械臂立刻停下,后来发现是胶嘴堵了。这种实时闭环控制,在五年前还很罕见,现在已经成了新产线的标配。
问:既然焊接这么麻烦,为什么不用全粘接?
答:结构胶确实用得越来越多,汉高、陶氏那些厂商都笑开花了。但纯粘接在碰撞时的能量吸收表现不稳定,一旦界面处理不到位,剥离强度掉很快。所以目前主流还是“焊点+结构胶”组合,这样既能减重,又满足安全冗余。说白了,就是双保险。
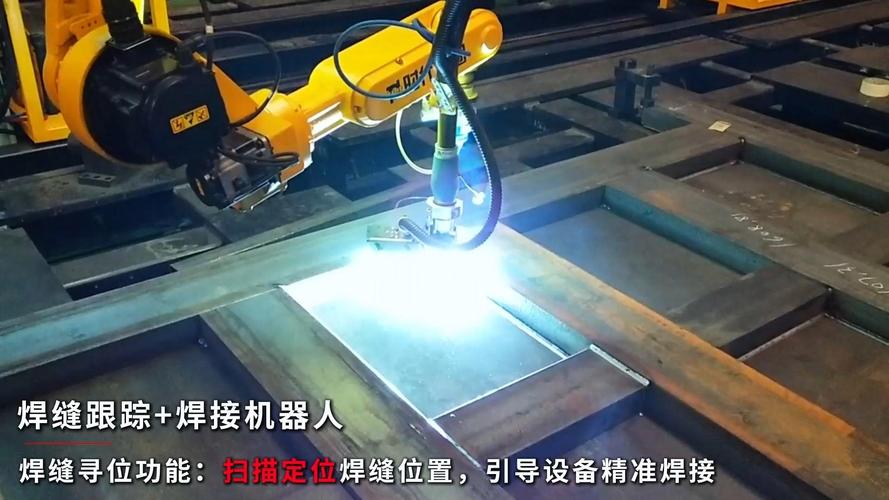 汽车焊装车间激光焊接机器人轨迹校准
汽车焊装车间激光焊接机器人轨迹校准
总装:电池包合装的“毫米级较劲”
 总装:电池包合装的“毫米级较劲”
总装:电池包合装的“毫米级较劲”
传统燃油车总装,最大的力气活是拧后桥螺栓;电动车呢——抬电池包。那块几百公斤的大家伙,得跟底盘上的定位销严丝合缝。见过一次合装失败:AGV托着电池包上升了三次,安装孔就是对不上,最后发现是后悬架的焊接工装定位销磨损了0.3mm。就这0.3mm,让整条线停线25分钟。🛑
现在先进的工厂都在用3D视觉引导,机器人自动对孔,螺栓扭矩曲线实时上传监控。但这套系统不便宜,一条线改造成本够买几辆顶配车了。所以很多二线车企还在用人工吊具配合扭力扳手——然后质检员一个一个复拧。效率低,但出了问题能追溯。每个螺栓的拧紧数据,法律规定要存15年。你想想,万一召回,这数据能救命。
还有一个容易被忽略的点:电动车的静音性让各种异响无处遁形。没了发动机的轰鸣,底盘的一声“嘎吱”、座椅导轨的一点旷量,都会被放大。总装车间专门有“异响检测”工位,用振动测试仪和人工路试配合。有一个质检员跟我讲,他最常听到的投诉是“颠簸路面座椅异响”,追查到最后,居然是地板线束固定卡扣少了一个,线束敲击车身。这种小毛病,在燃油车时代根本没人注意,现在却成了售后热点。🙉
问:为什么电动车要强调车身扭转刚度?
答:简单说,电池包像个“大板砖”塞在底盘,如果车身扭动太大,电池壳会变形,长期下来密封性、模组连接都可能出问题。而且高刚度对操控响应也直接相关。所以现在电动车动不动宣传比超跑还高的扭转刚度,这不是营销噱头,是真有工程意义。
我有时候觉得,造电动车就像在走钢丝:轻量化、成本、安全、NVH,每边都拽着你。冲压要薄而不裂,焊接要快而不虚,总装要准而不贵。最后你会发现,真正撑住场子的,还是那些闷头调参数的工程师,和他们那些“较真儿”的工艺细节。