拉深:别小看这个把板料变成杯子的工艺,里头全是坑
我搞冲压二十多年了,拉深这活儿,看着简单——把一块平板压成个圆筒或者盒子,对吧?可真正上手,十个件有九个能让你半夜惊醒。起皱、拉裂、表面划伤……没经历过这些破事,你都不好意思说自己是干冲压的。
有一次,一个汽车油箱壳体的拉深模,试模试到第九次才勉强合格。那段时间,车间主任看我的眼神都带着同情。说实话,拉深就是这么个东西,理论一大堆,实操全凭手感。不过话说回来,哪怕是最新款的多工位压力机,钛合金、铝合金满天飞,拉深的核心痛点还是一百年前就有的那些。
拉深到底难在哪?
你拿着一块料,想让它乖乖地变成你要的形状,可金属是有脾气的。它想往容易的地方去,想皱就皱,想裂就裂。💡 成形极限图这东西,每个工程师都背得滚瓜烂熟,可实际的材料批次误差、模具状态波动,瞬间就能让曲线图变成废品统计表。
最头疼的是什么?起皱和拉裂,永远是一对死对头。你怕皱,就使劲压边,结果压边力一大,壁部直接拉裂给你看。你松一点吧,法兰部分立刻皱纹满面,像朵菊花似的。❗ 去年我见过一个离谱的案例:一个直径400mm的封头拉深,工艺人员死磕“最佳压边力”公式算了三天,结果首件就裂。最后老师傅过来,调了一下气垫压力,凭感觉,就一下,成了。这不是玄学,是经验——公式没算到那批料表面有轻微锈斑,摩擦力变了。
还有,现在都推“轻量化”,材料越用越薄,强度越来越高。高强度钢拉深,回弹能把人气死。💡 上个月帮一个配套厂解决铝镁合金手机壳拉深,厚度0.5mm,拉深比2.0,他们抱怨直壁部分总有纵向划痕。我过去一看,模具间隙没问题,是润滑剂太稀了,根本扛不住铝屑的堆积。
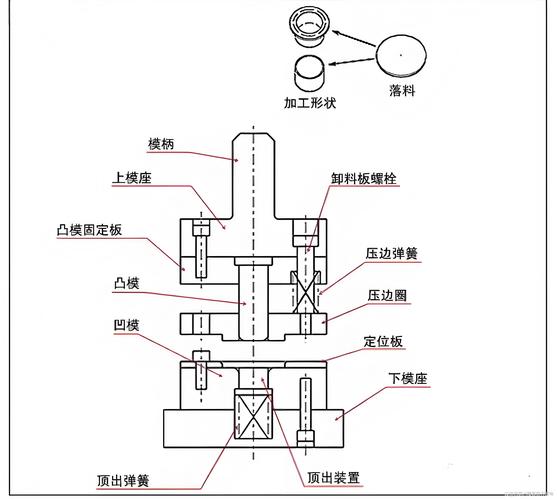 拉深模具结构示意图凸模凹模压边圈
拉深模具结构示意图凸模凹模压边圈
模具间隙:差之毫厘,废品一堆
说到模具间隙,很多新手只记住“单边间隙1.1~1.3倍料厚”。这是害人的。间隙到底选多大?看你材料软硬,看拉深深度,看压边力大小,甚至看冲床精度。✅ 我用的土办法:软钢取小头,不锈钢取大头,但遇到超深拉深,间隙还得放大,否则发热粘模,模具寿命直接打三折。
问:“为什么我同一个模具,拉低碳钢好好的,换不锈钢就粘模严重,模具都烧蓝了?”
答:不锈钢的加工硬化太猛了。拉深过程中,材料硬度蹭蹭往上涨,塑性一掉,挤进间隙的瞬间摩擦力狂飙,局部温度能到几百度。必须用专用的极压润滑剂,而且模具表面最好镀钛或者做TD处理。另外,间隙要略大于碳钢,给硬化层留点空间。你试试,把凸模进给速度也降下来,别死磕生产效率。
间隙不均匀更致命。明明组装时打了表,运行一两天,模板一变形,间隙就偏了。然后呢?一边壁厚减薄到极限,另一边起皱。❗ 所以现在我们都用带液压缸的浮动凹模结构,能动态补偿偏载,虽然模具成本翻倍,但比报废模具划算。
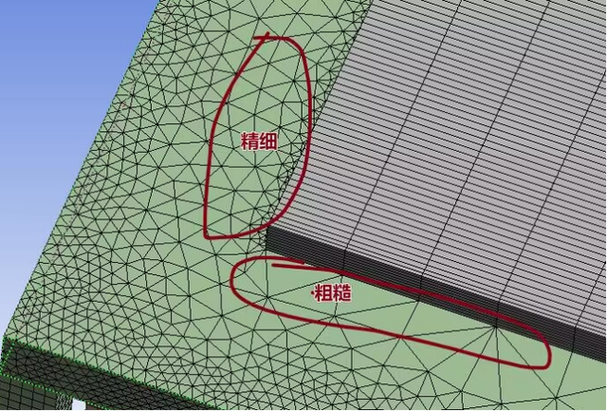 拉深过程中材料流动网格畸变
拉深过程中材料流动网格畸变
润滑:不是随便涂点油就行
 润滑:不是随便涂点油就行
润滑:不是随便涂点油就行
润滑剂这东西,被低估得厉害。💡 拉深时,摩擦状态直接决定材料流动。我见过最夸张的,一家厂为了省成本,用废机油润滑拉深件,结果拉深纹路粗得像砂纸,后道抛光根本救不回来。别小看那层极薄的膜,它得承受高压、高温,还不能让金属直接接触。
问:“不锈钢深拉深,润滑剂到底怎么选?水基的环保但感觉效果不好,油基的会冒烟。”
答:水基润滑剂,冷却好,但极压性确实普遍弱于油基。如果你拉深比大,建议用含氯、硫极压添加剂的油基润滑剂,或者全合成的高粘度润滑剂。冒烟是因为闪点低,选闪点高于200℃的就行。现在有些半合成润滑剂,既有水基的冷却性,又有接近油基的润滑性,搭配微小流量喷涂系统,环保和效果能兼顾。不过记住,再好的润滑剂,涂不均匀也白搭,最好用滚轮或专用喷涂,保证凹模圆角区域充分成膜。
还有个细节:拉深后的清洗。润滑剂残留会腐蚀后续电镀或焊接。所以选润滑剂时,可清洗性必须考虑进去。有些厂家图润滑效果好,用了高粘附性油,结果清洗线花两遍都洗不净,脱脂剂用量翻倍,成本又回去了。
说实话,搞拉深越久,越敬畏这个工艺。它不是死的理论能完全覆盖的,每一次冲床的震动、每一次材料的叹息,都在提醒你:工业之美,在于无数尝试和妥协。✅ 别信那些“一次试模成功”的神话,都是PPT里才有的东西。真正的书,写满的是修模笔记和摩擦系数。