别再拿磨具不当回事儿——资深工艺师的选型与使用忠告
做了二十多年磨削工艺,见过太多本来能避免的坑。有一个案例我到现在还忘不掉——车间为了省那点采购差价,把陶瓷结合剂砂轮换成了树脂的,结果呢?工件表面粗糙度超标,三天报废了上百根主轴。上百根!损失的钱够买一火车优质砂轮了。说实话,很多老板和工程师还是把磨具当成“辅料”,觉得能用就行。大错特错。磨具,才是精密加工的最终裁决者。
不合适的磨具,就是隐形成本杀手
你如果只盯着磨具的单价,这辈子估计也就这样了。我经常说——单件磨削成本才是王道。便宜砂轮修整频率高,动不动就要停下来换料,人工、停机时间、甚至因为尺寸超差造成的废品,够你受的。再说了,有些“便宜货”磨粒脱落快,磨削区热量堆积,工件表面都烧糊了!❗
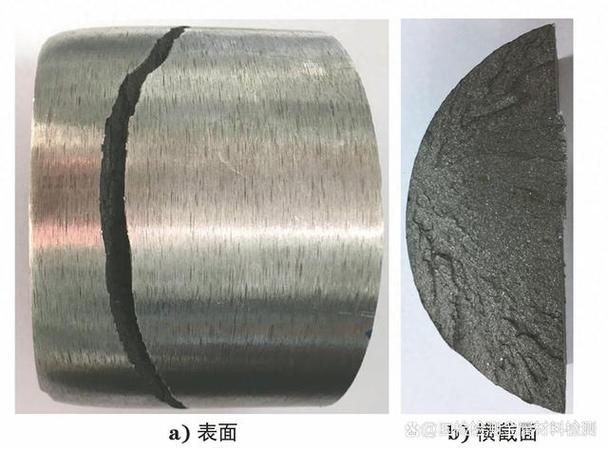
去年帮一家汽配厂优化齿轮磨工艺,他们原来用的普通刚玉砂轮,磨一个齿轮要40分钟,还把齿面磨出了微裂纹。我让试了试微晶刚玉陶瓷砂轮,时间直接压到25分钟,寿命还翻了一倍。算下来单件成本降了37%——这才是明白账。
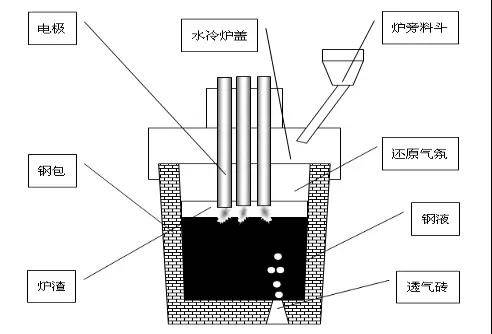
 磨削加工中砂轮与工件的接触弧区热像图
磨削加工中砂轮与工件的接触弧区热像图
问:为什么同样粒度的砂轮,磨削效果差异那么大?
答:粒度只是筛出来的尺寸范围,但磨粒的形状、强度、自锐性完全不同。比如白刚玉和棕刚玉,就算都是F60,白刚玉更锋利、自锐性好,适合淬硬钢和高速钢;棕刚玉韧性高,适合抗拉强度高的材料。再说结合剂的气孔率和硬度等级,选错一个,全盘皆输。我见过有人死盯粒度,却忽略了结合剂类型对磨削热的敏感度——树脂结合剂怕碱冷却液,陶瓷结合剂怕冲击,金属结合剂则容易堵塞,各有各的脾气。
磨料、结合剂、硬度... 参数交叉是个手艺活
书上的东西,有时真不管用。就拿“硬度”来说吧,教科书教你要软砂轮磨硬材料,硬砂轮磨软材料。可实际呢?如果你磨的是高温合金,材料本身就粘,砂轮太软反而容易产生“涂抹效应”,越磨越钝。这时候就得反着来,选偏硬的、气孔大的砂轮,配合高压冷却液把碎屑冲走。💡
我自己的口诀大概这样:磨淬火钢,白刚玉优先;硬质合金,得上金刚石或CBN;不锈钢和高温合金,老老实实用单晶刚玉或微晶刚玉。再配个陶瓷结合剂,稳。不过话说回来,现在自动化产线越来越普及,对磨具的要求又多了个维度——形状保持性。机器人可不会像老师傅那样听声音调整,你磨具尺寸稍微一变,它照磨不误,废品率一下就上去了。
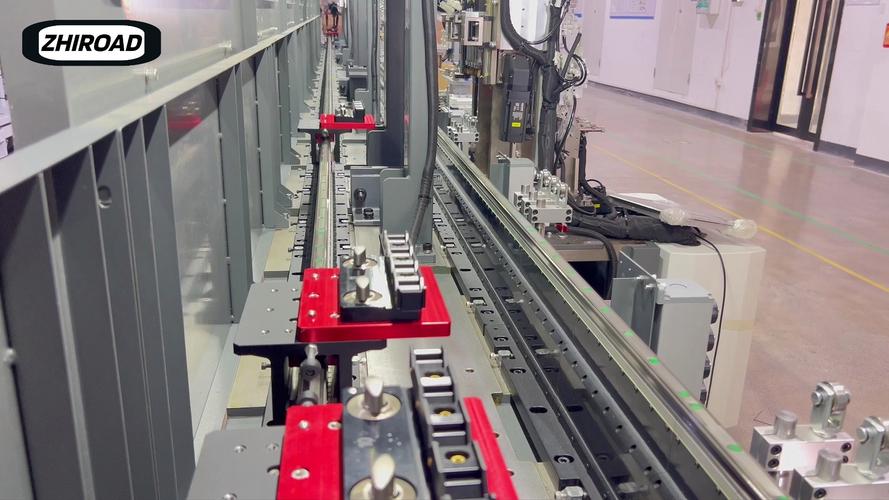
 用于机器人打磨的立方氮化硼CBN砂轮组
用于机器人打磨的立方氮化硼CBN砂轮组
问:有没有办法延长磨具寿命?
答:多得是。首先,千万别让磨具“超载”——进给量太大、速度太快,磨粒还没发挥切削作用就被硬扯下来,白白浪费。其次是修整,别等到磨不动了才去修,定期微量修整能保持磨粒锋刃,寿命反而长。还有,冷却液要直接浇注到磨削区,流量、压力、过滤精度缺一不可。我呆过一家德资工厂,他们连切削液的皂化值都每天测,就是怕润滑不良导致砂轮异常磨损。你不服不行。
自动化产线里的磨具,到底特殊在哪?
前两年调试一条变速箱齿轮自动磨削线,把我们的老经验都颠覆了。传统单机加工,砂轮偏心一点、震跳一点,老师傅凭手感能补偿。可机器人抓手把工件送进来,定位精度是0.02毫米,磨具的径向跳动稍微超差,直接连锁反应。所以我们要求砂轮的动平衡等级至少G1,法兰盘要配自动平衡头,还得有在线声发射修整监测——一检测到钝了就自动刮刀修整。这些技术在手动操作时就是“加分项”,到了无人线就是“保命项”。❗
问:超硬磨具(CBN/金刚石)值得投资吗?尤其在小批量生产里。
答:这得算细账。如果你们批量小但工件附加值高,比如航空零件,那肯定值。超硬磨具寿命长,磨削力稳定,尺寸一致性好,可以减少首件检测和过程补偿的时间。但如果你磨的是普通的A3钢,还经常换型号,那平形陶瓷砂轮可能更灵活。不过现在有种可修整CBN砂轮,能通过外圆修整改变磨粒锋利度,适用性宽多了,小批量也能考虑。
磨具这行,变化没那么翻天覆地,但小步快跑没停过。最近看资料,日本那边已经在推3D打印金属结合剂砂轮,可以制造出任意分布的磨粒和定向气孔,对解决特定区域的烧伤问题特别管用。说实话,我们中国工厂现在连基本的磨削数据库都还没建全,很多决策靠猜,跟人家差距就在这些细节里。💔
最后说个奇葩事。某次客户非要用最便宜的棕刚玉砂轮去磨光学模具钢,磨出来的表面像狗啃了一样,还怪磨床不行。我过去一瞅,砂轮上糊满铁屑,都发蓝了。换了CBN,问题立马消失。他反而抱怨“太贵”。这种思维,活该被淘汰。行了,就聊这么多,再扯远要刹不住了。磨具的事,真不是三言两语能讲透的,但记住一条——尊重它的复杂,你才能用出它的本事。