汽轮机振动那些事儿:别让设备‘抖’掉你的利润
振动从哪里来?
干汽轮机这行二十多年了,要说最让人头疼的——不是效率提不上去,而是那突如其来的振动。有时候你正喝着茶,中控室一个电话:“王工,1号机轴承振动跳了!” 得,立马头皮发麻。说实话,汽轮机振动就是这么个玩意儿,看不见摸不着,但能把整个生产线搅得鸡犬不宁。
一台汽轮机动辄几千转,转子重量几十吨,那点微米级的振动,却能释放出上千公斤的激振力。常见的振动源就那么几个:
- 不平衡:转子质量偏心,转了就跟洗衣机甩干桶歪了一样。这得靠动平衡解决——现场平衡或返厂做高速平衡。
- 不对中:汽轮机与发电机或压缩机对中不好,联轴器那里嘎嘎响。激光对中仪现在普及了,可我还见过老师傅用百分表一丝一丝调的,那叫一个耐心。
- 松动:地脚螺栓松了?轴承座间隙大?有时候紧一下螺栓振动就降一半,简单粗暴。
- 油膜涡动或振荡:这个最诡异,发生在滑动轴承里,轴颈在油膜中乱窜,振动突然就上天了。处理不好,能把轴瓦烧了。
 汽轮机转子不平衡引起振动示意图
汽轮机转子不平衡引起振动示意图
还有更复杂的,比如转子临界转速共振——明明出厂时算得好好的,可现场基础、管道连接一变,临界转速就飘了。碰到过一台机组,冲转到2800转就开始抖,像筛糠一样,后来加了阻尼轴承才勉强压住。
如何揪出振动元凶?
光知道原因不够,得靠监测。现在哪个厂还没套振动在线监测系统?但光看个通频值,就太浪费了。要分析,就得从频谱入手。一倍频高,怀疑不平衡;二倍频突出,可能不对中;还有分数谐波,油膜振荡没跑了。
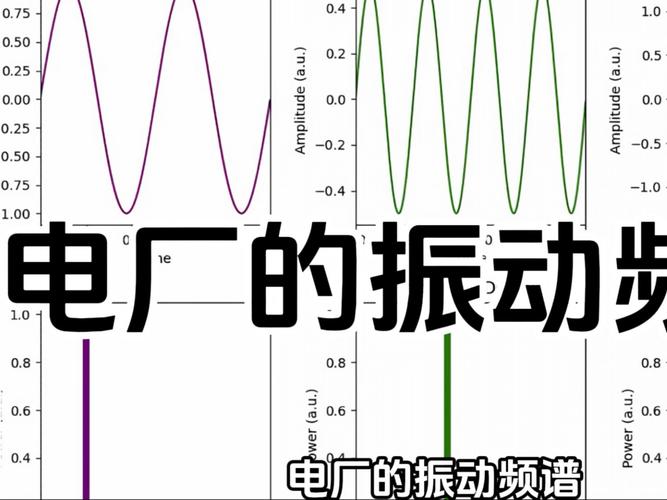 汽轮机振动频谱分析案例
汽轮机振动频谱分析案例
记得有次,一台30万机组大修后振动异常,通频值不到50μm,但频谱里出现了奇怪的低频成分。用凯斯西储大学轴承数据库一比对,嘿,轴承保持架频率!打开一看,果然,检修时轴承安装偏了那么一丝,保持架已经啃出麻点了。
现在的新技术——基于AI的振动诊断系统,自动识别故障模式,准确率能到90%以上。不过话说回来,我还是习惯带上耳机听一听。有经验的耳朵,比频谱分析仪还快。轴瓦摩擦那种沉闷的“嗡嗡”声,跟叶片刮擦的“嘶嘶”声,味道完全不同。
实战QA
 实战QA
实战QA
问:汽轮机正常振动值是多少?有没有一个绝对标准?
答:严格来说,API 670、ISO 10816这些标准都有推荐值,但还得看具体机型。通常,3000rpm的机组,轴承振动在25μm以下算优秀,50μm以内可以接受,超过就要警惕了。不过啊,这也不是绝对的。有些老机组,常年40μm运转,啥事没有;新机组蹦到30μm,可能里面轴瓦已经磨损了。所以要看变化趋势,不能死盯一个数!💡我习惯给每台机器建立振动档案,从验收数据开始,画出趋势线,一旦偏离,马上查原因。
问:如果凌晨三点振动突然飙高,该怎么紧急处理?
答:千万别慌!先把负荷降下来,观察振动是否跟随变化。如果负荷降了振动也降,多半是热不平衡,比如叶片结垢或脱落,可以择机停机检查。如果降负荷没用,振动还在爬升,甚至伴随异音——赶紧拍急停按钮吧,保设备要紧。这种时候别心疼那点停机的钱,转子飞出来就不是钱的事了。亲身经历过一次叶片断裂,那震动……现在还后怕。❗记住,预案要提前做好,值长、主任的手机号贴在控制室里,关键时刻别抓瞎。
治振有招:从现场到设计的应对策略
 治振有招:从现场到设计的应对策略
治振有招:从现场到设计的应对策略
确定了故障,就得动手。动平衡是最常见的,现场平衡技术很成熟,用加重或去重法,有些特殊转子还涉及热态平衡。不过,对于柔性转子,光做低速平衡可不够,高速动平衡试验台(比如申克、卡尔申的)是必须的。
不对中呢,除了激光找正,还会打表检查轴承座的冷态、热态标高变化。大型汽轮机,从空负荷到满负荷,轴系标高能差几个毫米!所以冷态找正时要预留偏移量,这个数字全靠经验积累。
轴承问题更棘手。现在流行改造成可倾瓦轴承,抗振性好,但成本高。有些老机组,把圆瓦刮成椭圆瓦,牺牲点功耗,却大大降低了油膜振荡风险。嗯,算经济账吧,比起一次事故,改轴承那点钱不算啥。
最后还得提提设计端。现在新上马的汽轮机,转子动力学分析越来越精细,直接耦合进ANSYS、MADYN里算临界转速、不平衡响应。但再好的设计,遇到现场野蛮安装——比如基础灌浆不均匀,管道推力没释放,也得白搭。所以,振动的根,有时不在机器本身。
说了这么多,其实每个机组都有自己的脾气。搞振动,就是跟设备交朋友。你们厂里的汽轮机最近有什么异常声音?欢迎留言交流。