工业皮带那些坑:从选型到维护,老工程师的血泪经验谈
上周去一个汽配厂,看到传动皮带磨得帘线都露出来了,车间主任还跟我说“还能用”。我差点没把咖啡喷出来——这玩意儿不断在脸上就是万幸了!说实话,皮带这东西,看似简单,但选错一根、装歪一点,整条产线说停就停。工业皮带的可靠性直接决定设备开机率,可太多人只把它当耗材,根本不当回事。
选型血泪史:参数背后的猫腻
刚入行那会,我以为皮带不就是按型号买嘛,结果被现实狠狠教育。有一次给冲床换三角带,供应商说“这个型号A带都能用”,结果装上不到两周就开始打滑,调张力调到螺丝滑丝都止不住。后来拆下来一比,截面角度差了3度——3度啊!噪音、发热全来了。
现在我会先看三个死指标:功率曲线、弯曲应力、线速度容忍度。别听销售吹“改进型胶料”,直接让他拿带轮检测报告。特别是同步带,齿形和带轮的匹配像齿轮一样精密,选错节距,跳齿打弯轴不是玩笑。
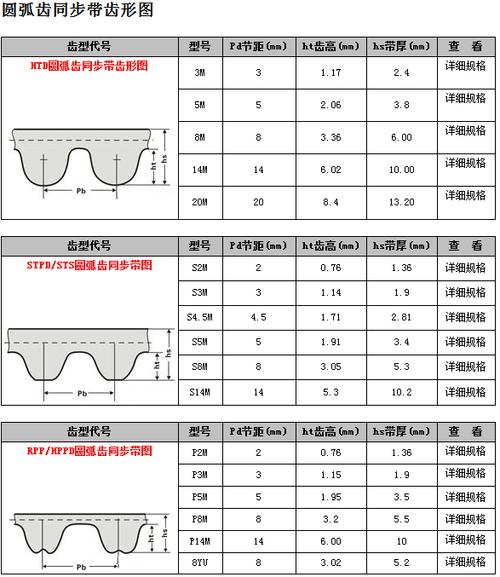 工业同步带齿形对比与选型图纸
工业同步带齿形对比与选型图纸
有些工况还得考虑防静电皮带,电子厂无尘车间你试试用普通橡胶带?灰尘吸附到电路板上,品控疯掉。还有耐油橡胶、热塑性聚氨酯——环境温度超过80℃,普通橡胶皮带老化速度直接翻倍,别问我怎么知道的。
问:车间里混用不同品牌的同型号三角带行不行? 答:绝对不要!不同厂家的皮带弹性模量、断面尺寸公差可能差0.3mm以上,多根并排用的时候,张力分配不匀,有的松有的紧,紧的那根用不了几天就拉断,然后连锁反应。要换就成套换,旧带留作备件也不要混装。安装不讲究,寿命打酱油
皮带安装?有人觉得套上张紧就完事。哈,天真。我见过用撬棍硬别三角带进轮槽的——帘线直接就伤了,跑几天就断。正确是调小中心距再挂带,张紧后用张力计测垂度,凭手感?每个人手劲不一样,对吧。
同步带轮的对齐才是细活。用直尺贴紧轮侧,看缝隙。超过0.5mm的偏斜,皮带跑偏磨边,动不动就断裂。我们车间现在强制用激光对中仪,皮带轮平行度和共面度必须分别控制在0.1°和0.2mm内。装调一次花半小时,换来连续三个月不停机,值不值?太值了。
 激光皮带轮对中仪现场校准操作
激光皮带轮对中仪现场校准操作
故障急救与周期性自检
 故障急救与周期性自检
故障急救与周期性自检
皮带出问题有前兆的:异响、振动、橡胶味……巡检时听一下、摸一下,别带手套!赤手感受皮带横向温度,如果中间比边缘烫,说明打滑或磨擦严重。同步带突然出现“嘎嘎”声,多半是张紧力不足或带齿磨损,再撑可能就要啃齿了。
皮带跑偏更头疼。输送带跑偏可能调滚筒解决,但三角带跑偏大概率是轮槽磨损不均匀或带本身扭曲。临时措施可以垫张力轮角度,但根本原因还是轮槽精度挂了。有个野路子:往轮槽喷些含松香的防滑蜡,能顶半天,让生产收个尾——不过这是饮鸩止渴,搞定赶紧停线修。
问:皮带断裂前能预测吗?什么样的裂纹算危险? 答:看裂纹方向和深度。周向细裂纹(沿皮带走向)可能只是表面老化,还能短期观察;但若是横向裂纹,尤其深到看见帘线,立即换!梯形齿同步带如果齿根出现裂纹,跳齿风险极高。另外,皮带背面出现亮晶晶的粉末——那是橡胶降解了,内部结构已崩溃。建议每周做外观记录,用手机拍对比,小变化就可能救你一次大停线。最后啰嗦一句:选皮带不是选便宜,是选匹配。同样的设备,别人用三年,你一年换三根,算上停机、人工、损坏工件的成本,哪个贵?皮带虽小,连着生产线的命脉。别等它断了才想起来研究。