PLC控制器选型避坑指南:一位老工程师的实战笔记
上个月去宁波一家汽配厂,车间主任老张指着柜子里积灰的某品牌PLC跟我说:“当初图便宜,结果扩展模块停产了,整条线都跟着停摆。” 这事儿吧,其实挺典型的。选型时没留个心眼,后面就要用真金白银填坑。— 毕竟控制器是产线的神经中枢,一旦趴窝,损失按秒算。
工业控制器到底怎么选?别光看点数
新人最爱干的,就是拿着一份I/O清单对比各家参数。说实话,这思路对,但远远不够。✅ 点数只是最表层的东西。现在稍微复杂点的设备,都要考虑高速计数、脉冲输出、模拟量采集这些东西。更别说现在无线通讯、边缘计算都要上,你选的控制器能扛得住吗?
 工厂自动化控制柜内部PLC模块接线
工厂自动化控制柜内部PLC模块接线
我见过最离谱的事:某设备厂给光伏产线配的控制器,CANopen口是有了,但厂家把底层协议栈阉得不成样子,第三方伺服死活连不上。最后只能额外加网关,贵不说,还多了故障点。💡 所以,选型时一定要把通讯协议、扩展能力、固件升级这几个维度同时拉出来遛遛。
聊聊编程环境:为什么我劝你别只学梯形图
梯形图是基础,没问题。维修电工查故障快,但做复杂工艺——比如多轴同步、视觉定位,再用梯形图堆,维护起来会让人崩溃。现在西门子博途、倍福TwinCAT、汇川AutoShop这些,全都支持结构化文本(ST)和功能块编程。❗ 有些老工程师抱着梯形图不放,结果年轻人一接手,看代码像看天书。
不过话说回来,编程控制器的易用性也很关键。有的国产PLC,软件界面卡得要命,编译一次能喝完半杯茶,这种效率在调试阶段简直折磨人。所以,上手试试仿真、交叉引用、在线修改这几个功能,舒服不舒服,一试便知。
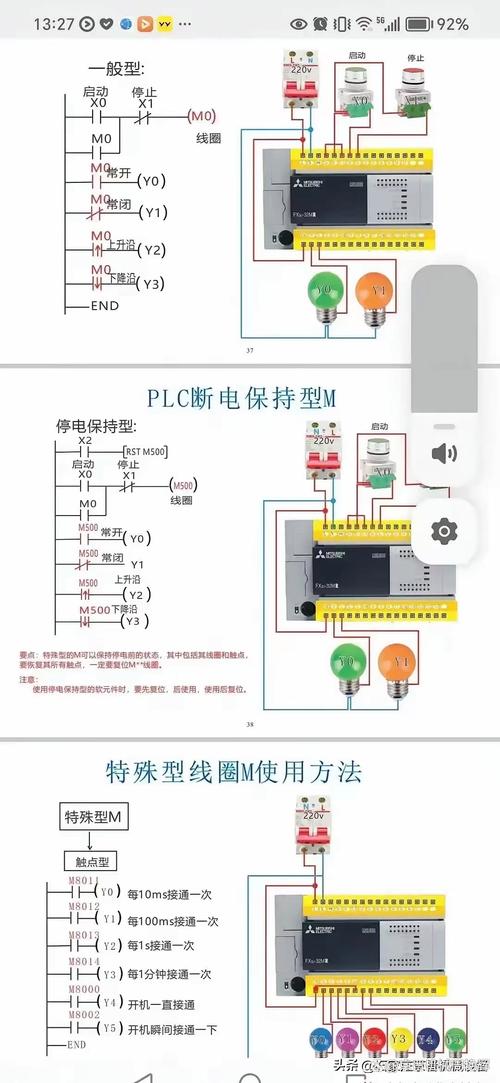
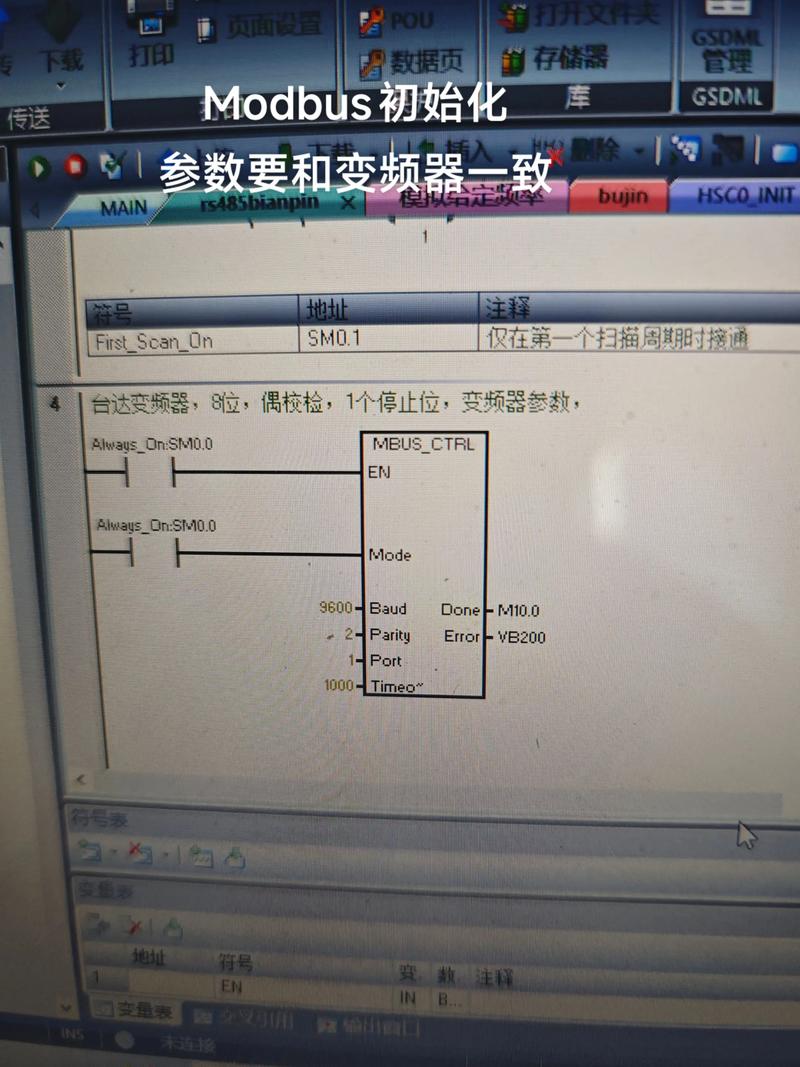 工程师调试PLC控制器程序界面
工程师调试PLC控制器程序界面
问:PLC控制器和单片机、工控机到底有什么区别?什么场景用哪个?
答:这个问题太常见了。简单说,单片机是裸芯,你得自己画板子、搞抗干扰,适合量大、功能单一的消费电子;PLC是专为工业环境设计的成品,可靠性高、编程标准化,继电器逻辑控制这类活它最拿手,也最容易维护;工控机就是工业电脑,跑Windows/Linux,算力强,适合视觉、数据库、复杂算法。实际项目里经常是 PLC+工控机 组合,比如用PLC做底层的IO和运动控制,工控机做上层运算和人机交互。
问:现在都在提智能制造,控制器需要具备哪些新能力?
答:首先,联网能力必须强悍,OPC UA、MQTT这些协议至少得支持一种吧,否则数据上不了云,搞什么数字化?其次,边缘计算开始下沉,一些简单的故障预测、质量分析直接在控制器端完成,不用什么都丢给服务器。再次,开放性很重要,别再搞封闭生态了,用户希望能自由搭配伺服、视觉、传感器,而不是被某个品牌绑死。
实战中的幺蛾子:电源、接地和干扰,全是坑
你以为选好型号就完事了?太天真。去年在常州一个项目,PLC老是莫名其妙复位,查了两天,发现是交流接触器线圈没加阻容吸收,浪涌顺着电源线窜进来了。一个成本几毛钱的吸收器,差点让项目延期两周。
还有接地。很多现场把强电地、信号地、屏蔽地胡乱接一起,甚至干脆不接。模拟量信号跳得跟心电图似的。✅ 正确的做法是独立接地体,或用干净的PE排,传感器屏蔽层单端接地。这些小细节,书本上写得简略,全靠经验积累。
再唠叨一句:选电源模块时,务必留足余量。一个控制器拖二十几个固态继电器,再带些传感器,总功耗算清楚,然后乘以1.5倍的安全系数,别让电源成为瓶颈。
 工业控制柜接地铜排与布线细节
工业控制柜接地铜排与布线细节
最近几年,国产控制器进步很大,像汇川、台达、信捷,在中小型设备上已经非常成熟。但如果你要上高档运动控制,比如凸轮、电子齿轮、多轴插补,进口品牌的积累还是更深厚——当然价格也感人。💡 关键还是看工艺需求,不要盲目追高,也别为了省钱选阉割版。
好了,先扯这么多。控制器这东西,说复杂也不复杂,就是一个逻辑执行核心,但真要把它的潜力榨干、把可靠性做上去,没点强迫症精神还真不行。下次进车间,别光盯着屏幕上的梯形图,多听听接触器吸合的声音,多摸摸模块的温度——这些实感,比参数表诚实多了。