陶瓷:工业制造里最被低估的“隐形冠军”?
上个月去一家精密轴承厂,车间主任老张拿起一个黑乎乎的环,直接扔地上——我差点喊出声。他捡起来递给我,说:“你摔摔看,摔坏了算我的。”那是氮化硅陶瓷滚动体。我愣住。对陶瓷的刻板印象,还停留在碗碟和马桶上,对吧?但工业陶瓷早就不是你以为的那个陶瓷了。它硬过钢,耐得住1600°C,还不导电不生锈。就这么个东西,正在悄悄重塑高端制造。
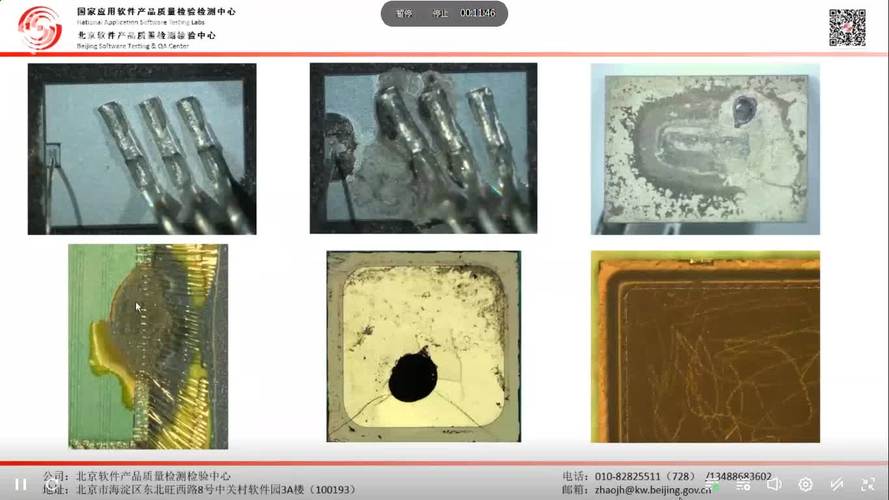
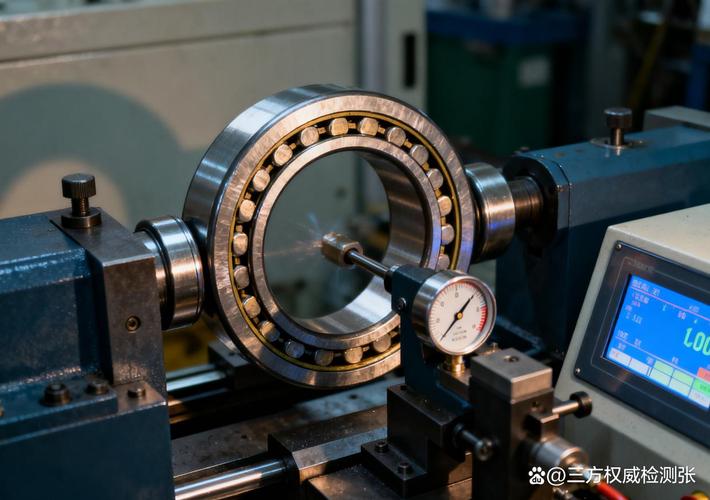 氮化硅陶瓷轴承滚动体冲击测试现场
氮化硅陶瓷轴承滚动体冲击测试现场
脆?那是你没见过抗弯强度900MPa的氧化锆
一说陶瓷,第一反应就是脆。客户也常问。但数据不说谎。普通日用瓷抗弯强度也就几十兆帕,氧化锆增韧陶瓷能做到900-1200MPa,跟淬火轴承钢差不多。怎么做到的?相变增韧。裂纹尖端应力诱发四方相变单斜相,体积膨胀,把裂纹压住。巧妙。
其实2018年 Stuttgart 大学有项研究特逗:把氧化锆陶瓷球用液压机压进钢板,钢板凹了,球没事。我看完视频就一个念头:这玩意儿能用在发动机挺柱上啊。果不其然,现在卡车柴油机里不少挺柱环都是陶瓷的。减摩、耐磨,寿命比钢件长3倍。
问:陶瓷这么脆,真的能用在高负荷机械上吗?
答:分场景。纯氧化铝陶瓷确实脆,容易崩角。但增韧后的氧化锆和氮化硅,断裂韧性可达6-12 MPa·m^1/2,已经接近灰铸铁。关键是避免拉伸应力集中。设计上多用压缩工况,比如阀门座圈、密封环。其实很多“陶瓷轴承”滚道还是钢的,只有球是陶瓷——混合陶瓷轴承。全陶瓷轴承用在泵、真空环境多,润滑失效也不怕咬死。另外,高负荷用氮化硅,别用氧化铝,前者热导率更高,急冷急热不开裂。欧洲高速列车齿轮箱里就有氮化硅保持架,跑300 km/h稳稳的。
 氧化锆陶瓷球压入钢板实验对比
氧化锆陶瓷球压入钢板实验对比
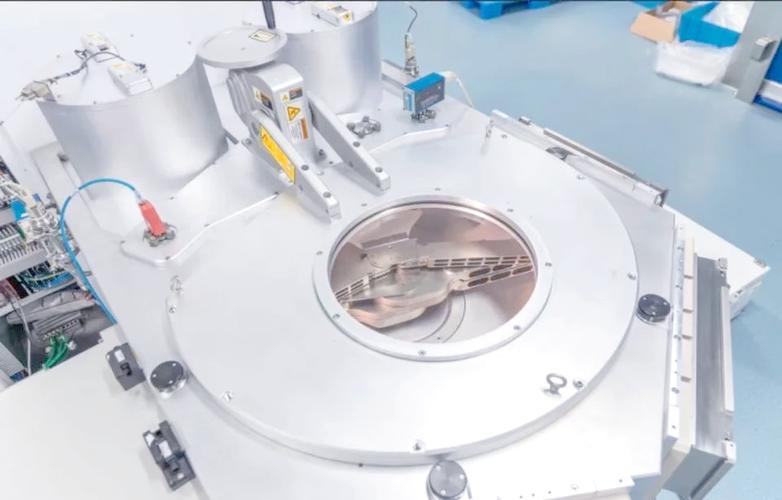
碳化硅,半导体设备背后的无名英雄
 碳化硅,半导体设备背后的无名英雄
碳化硅,半导体设备背后的无名英雄
去年到上海一家半导体代工厂参观,刻蚀机里那些托盘、导环,灰黑色,哑光,看着像石墨。其实是反应烧结碳化硅(RB-SiC)。等离子体环境极其恶劣,氟基气体腐蚀性极强,金属件用不了几天就废了。唯有碳化硅,纯度足够高的话(>99.999%),几乎不与氟等离子体反应。而且热膨胀系数低,400°C下尺寸稳如磐石。
奇怪的是,这东西国内能批量供应的厂家一只手数得过来。难点在哪儿?烧结。无压烧结碳化硅密度做到3.15 g/cm³以上才算致密,但大型薄壁件一烧就翘。日本京瓷和美国的Coorstek走了几十年,我们呢?近几年追得猛,尤其光伏领域,扩散炉用碳化硅桨也逐步国产化了。不过高端刻蚀环还得看进口。
问:烧结碳化硅和反应烧结碳化硅怎么选?
答:看工况。无压烧结碳化硅密度高、强度大,适合耐磨密封件。反应烧结碳化硅有残留游离硅,耐酸碱略差,但可做复杂形状,成本低30%左右。半导体里多用电泳沉积+反应烧结,近净成形,省料。一言以蔽之,既要耐腐蚀又要复杂结构,选反应烧结;纯机械磨损环境,无压烧结更踏实。另外有个趋势——重结晶碳化硅,无残留硅,耐温更高,做高温窑具香得很。
陶瓷3D打印?没那么玄乎
五年前跑过一趟德国Formnext展,光固化陶瓷打印刚冒头。现在呢?深圳龙华一家小厂,专做氧化铝微流道反应器,200微米内壁粗糙度,打印完脱脂烧结,成品率不到70%。老板挠头:单件算下来比CNC还贵,但胜在能做内腔网格。这东西用在连续流化工上,换热效率提升40%。
陶瓷3D打印最烦人的就是烧结收缩。各大切片软件都吹补偿算法,实际呢?不同方向收缩率不一样,各向异性收缩能到3%-5%,做大件必开裂,所以目前只适合小件、小批量。但军用和航天不在乎成本——某型高超音速导弹头罩就是3D打印的石英陶瓷,透波、耐热震。咱民用还是等一等吧。不过话又说回来,齿科氧化锆牙冠现在几乎全是3D打印了,这算不算先进陶瓷?也算。所以,别一提陶瓷就觉得离生活远。
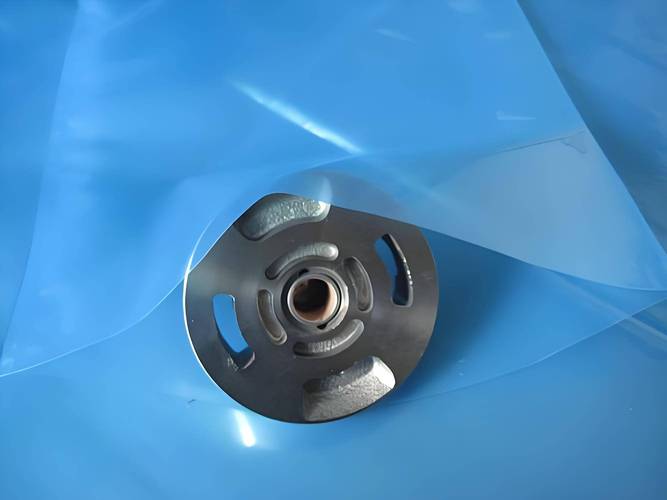
 光固化陶瓷3D打印的氧化铝微流道部件
光固化陶瓷3D打印的氧化铝微流道部件
老车工眼里的陶瓷刀具
 老车工眼里的陶瓷刀具
老车工眼里的陶瓷刀具
上回在东莞一个小机加工厂,老师傅叼着烟,刀架上插着几片白晃晃的刀片。我拿起来看,是化学气相沉积的氧化铝涂层硬质合金刀片。他吐口烟:“这玩意儿车铸铁,线速度能拉到800,就是怕碰。只要不崩刃,一个刃用一天。” 他说的碰,是断续切削。陶瓷刀具的阿克琉斯之踵——怕冲击。所以纯陶瓷刀片多为负前角,强化刃口。可一旦进刀平稳,切削速度是硬质合金的3-5倍,红硬性高达1400°C,根本不用冷却液。
去年山特维克推出一款氮化硅陶瓷立铣刀,干铣镍基合金,我都惊了。以前都是硬质合金慢慢啃,现在直接高速干切,铁屑烧得通红,刀没事。就是贵,一片顶我半天工资。但效率算下来,值。唉,这行当就是,好货不便宜,便宜没好货。
回过头想想,工业陶瓷这摊子,更新换代不快,但每一步都踩在关键点上。从航空航天到牙科诊所,从光刻机到煤气灶点火针,它一直藏在钢和塑料背后,干最脏最苦的活。下次你听见“陶瓷”俩字,别光想碗了——它可能是某种发动机里唯一扛得住温度的那一小块。