热处理:你以为的“烧红扔水里”可能毁了整个批次
干了二十年热处理,最怕听到的一句话就是——“搞热处理的嘛,不就是烧红了往水里一扔?”每次听见这话,我都想拉着对方到我们车间转两圈,看看那些因为工艺细节不到位而报废的零件——成堆的齿轮、裂了的模具、变形的轴类件……心都在滴血。
说实话,热处理这事儿,入门门槛看起来极低,有把火、有桶水就敢说自己在淬火。但真正要把一个零件处理到既有硬度又有韧性、变形还控制得死死的,里面的门道深了去了。有时候一个零件价值上万,就因为冷却时慢了那么一秒,或者回火温度差了个十来度,直接判废。你上哪儿说理去?
那些年,我们深信不疑的“常识”其实都是坑
我刚入行那会儿,带我的师傅教了一套口诀:“碳钢水里淬,合金油里漂。” 简单粗暴。可后来碰到高速钢,傻眼了——这玩意儿空冷都能淬得上硬度,你扔油里反而容易裂。所以淬火介质的选择压根不是凭经验拍脑袋的事儿,得看材料的临界冷却速度,得看C曲线。还有的人非觉得淬火硬度越高越好,HRC能到60绝不接受58。结果呢?零件是硬了,可一上设备就崩刃、脆断,客户投诉电话直接打爆。其实很多时候,硬度和韧性的平衡才是热处理的精髓,该硬的地方硬,该韧的地方韧,就像做人一样,得懂得什么时候该低头。
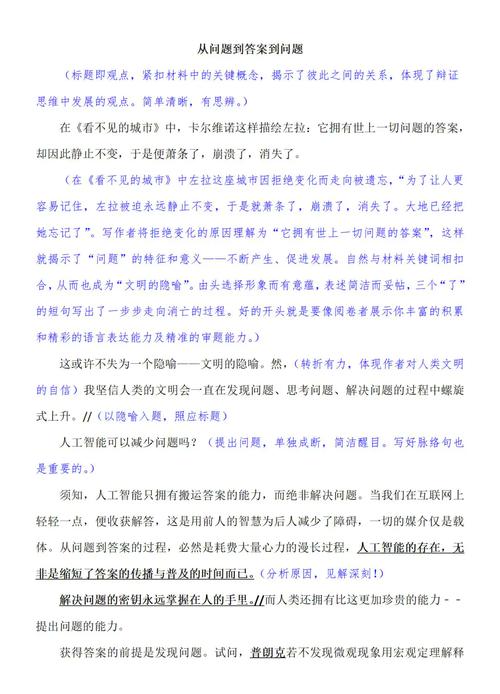
再说变形。很多老师傅认定“热处理变形根本无法预测,全凭运气”,这话对了一半。以前靠经验,确实像开盲盒。但现在采用有限元模拟软件,比如Deform、Simufact,提前把加热、冷却过程中的应力分布算得明明白白,变形量甚至能控制在丝级——丝啊,比头发丝还细,这你敢信?当然,软件不是万能,它得依赖准确的边界条件,比如炉温均匀性、淬火介质的冷却特性曲线,任何一个数据不准,模拟就是白搭。我们厂去年上这套系统,光测冷却曲线就搞了三个月,但一旦跑通,废品率直线下降。
 热处理淬火介质冷却特性曲线测试仪
热处理淬火介质冷却特性曲线测试仪
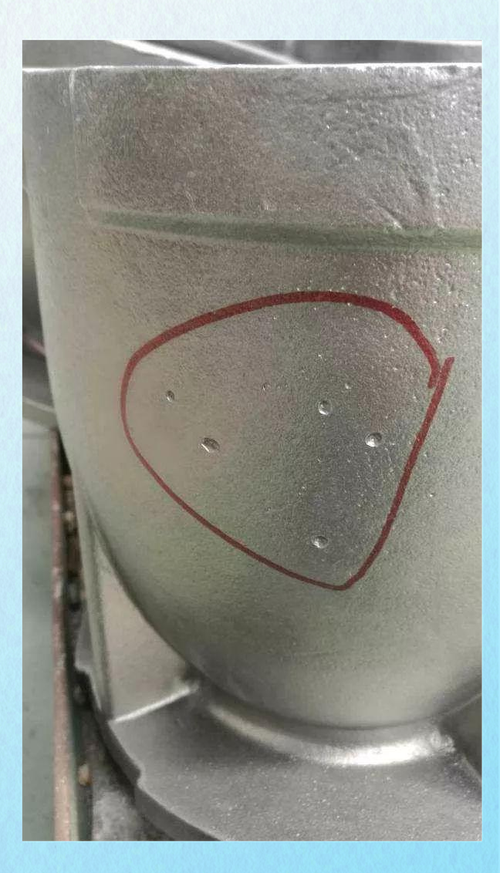
至于真空热处理,很多人当它是万能解药,以为扔进真空炉出来的零件就是光亮的、零脱碳的。唉,太天真了。真空炉确实能防止氧化,但合金元素蒸发问题很多人压根没听过。比如含锰、铬高的钢,在高温高真空下,这些元素会直接从表面“升华”跑掉,导致表面成分变化,硬度反而上不去。更气人的是,有些小厂买了真空炉就宣传自己是“零缺陷”,结果齿轮咬合面因为缺少适当的渗碳层,寿命还不如普通盐浴处理的。
说到这,想起一个事儿,必须插一句——深冷处理,很多人觉得就是“把零件丢液氮里泡泡”,能提高耐磨性。原理没错,但操作上要是没掌握好降温速率和回火时机,残余奥氏体转化不完全不说,还容易弄出微裂纹。我们曾经给一批模具做深冷,结果有几件在-196℃待的时间短了,硬度是上去了,可一抛光,全是细纹,整批返工,累惨了。
读者实战提问:你关心的热处理难题,我直接回答
 读者实战提问:你关心的热处理难题,我直接回答
读者实战提问:你关心的热处理难题,我直接回答
问:我们厂的小轴调质后总是弯曲变形超差,校直特别费劲,有没有从根上解决的办法?
答:这几乎是每家做轴类零件厂的痛!别光盯着校直机,得往回追。首先看加热时有没有做到均匀加热,比如多用炉是不是存在气流死角?工件装炉方式是否合理?轴类件最好垂直悬挂,避免自重造成的蠕变。其次,淬火冷却时尽可能采用专用夹具,让工件在夹具约束下冷却,或者用压淬工艺——一边淬火一边加压校正,这在大批量生产里很成熟了。我们还用过一个土办法:对于长径比大的细轴,淬火前先做一次去应力退火,把机加工残余应力消掉,变形量能减少一大半。另外,如果材料允许,试试等温淬火,得到的贝氏体组织应力小得多,变形自然小,只不过等温时间太长,成本高些。总之,变形控制是个系统工程,没有一招鲜,但绝对有迹可循。
问:真空热处理是不是真的完全无氧化?为什么我们处理的模具表面有时会发蓝?
答:咳,这个问题我被问过无数遍。真空热处理不是“绝对无氧化”,是低压环境降低了氧分压,让氧化反应极难发生。但如果你的设备漏气率超标,或者工件入炉前带有水分、油污,那在加热过程中还是会生成氧化色。表面发蓝通常就是轻微氧化的标志。还有更坑的情况:设备本身的分压控制没调好——为了防止合金元素蒸发,有些工艺需要向炉内通入少量高纯氮气,这氮气要是纯度不够,含微量氧,就给你颜色看。所以,真空炉要定期测漏率,清洗工件务必彻底,分压气体一定要用5N级以上的高纯气。对了,出炉温度也关键,有些材料在100℃以上仍对氧敏感,非要冷到六七十度再开炉门,不然立马给你点颜色瞧瞧。
别再守着过时工艺,这些新技术你得上心
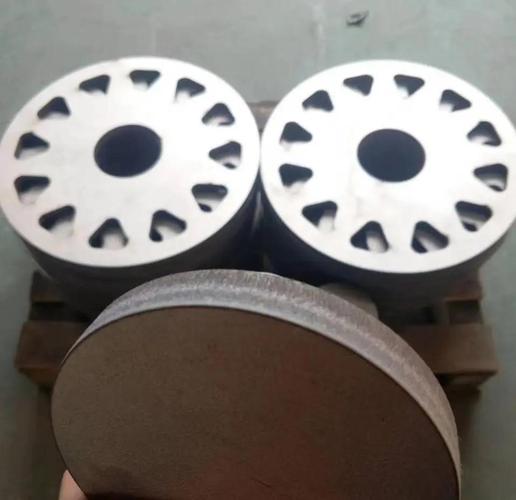
这几年行业变化快得让人喘不过气。以前觉得激光淬火只在实验室玩玩,现在汽车模具、大型齿轮已经开始大规模用了。它那加热冷却速度极快,变形小到几乎可以忽略,而且只强化表面,心部保持韧性,简直不要太爽。还有感应淬火,早就不是简单的扫描淬火了,现在的双频、多频技术能把齿廓仿形淬硬层做得极其漂亮,配合机器人自动化,一个班次处理的零件数翻倍。
 齿轮感应淬火仿形硬化层金相图
齿轮感应淬火仿形硬化层金相图
更颠覆的是数字化和AI。我们车间现在每台炉子都连着传感器,数据实时上传,炉温碳势一旦波动,系统自动报警甚至调整。再结合前面说的模拟仿真,工艺开发周期缩短了不是一星半点。以前开发个新零件的工艺,反复试验得两周;现在仿真定方案、试制一两炉就搞定,废掉的样件少多了。不过我也得吐槽:这些系统贵是真贵,小厂根本玩不起。所以有些朋友问我怎么低成本提升质量,我往往推荐先从基础管理的坑填起——比如每次装炉量别瞎改、记录清楚每炉的冷却油温、定期校准仪表……这些不花钱,但效果立竿见影。
哦对了,还有绿色热处理。盐浴炉因为环保问题快被淘汰了,淬火油也在往水基介质方向转。我们去年把一普通淬火油换成合成酯类淬火介质,冷却性能没降,但车间油烟少了一多半,工人反馈舒服多了,而且废液处理成本大降。所以说,新技术不只是为了“先进”而先进,很多时候是倒逼出来的。
实战手记:一个老家伙是怎么把废品率从5%砍到0.2%的
 实战手记:一个老家伙是怎么把废品率从5%砍到0.2%的
实战手记:一个老家伙是怎么把废品率从5%砍到0.2%的
最后讲个自己亲身案例,希望能给大家点启发。五年前我们接了个活儿——为某工程机械做支重轮,材料40Mn2,要求踏面硬度HRC52-58,心部HRC35以上,淬硬层深度≥8mm,且裂纹率不得超0.5%。刚开始我们按常规工艺:840℃加热,水淬,结果裂纹率直接飙到6%。领导脸都绿了。于是我们开始“破案”:先查材料,成分没问题;再看加热,炉温均匀性±5℃,还行;那问题肯定出在冷却上。水淬冷速太快,而且淬火槽没有循环,局部温差大。我们马上改了两处:一是改用PAG水溶性淬火介质,浓度调到5%左右,冷速适度降低;二是在淬火槽里加了强搅拌和导流装置,让介质流动起来。然后结合有限元模拟,优化了淬火温度和保温时间——把奥氏体化温度降到820℃,避免晶粒粗大。这一通操作下来,裂纹率降到0.8%,还没达标。最后我们加了一道低温回火后立即热校直,利用回火过程中的应力松弛,把变形也在合格范围内彻底解决。废品率?现在稳定在0.15%左右。这个项目让我坚信:热处理不是玄学,是科学;只要肯下笨功夫去测量、去分析、去验证,没有什么搞不定的。
不过有时候回头想想,干了这么多年热处理,最怀念的反而是刚入行那会儿,跟着师傅闻着油烟、听着淬火“刺啦”声的日子。那时候经验主义当道,犯错也多,但每解决一个问题,比现在看报表上的合格率数字有成就感多了。当然,时代在进步,我这种老家伙也得学着拥抱新东西,对吧?只是偶尔还会嘀咕:再智能的软件,也替代不了你亲手摸一摸淬火后零件温度的那种直觉……得,不啰嗦了,再说下去该被小年轻们嫌唠叨了。