自动化迷思:当PLC开始“思考”,工厂却更头疼了
干了二十年自动化,最近却越来越觉得,这行当正在变成一个巨大的矛盾体。一边是技术狂飙突进,AI、边缘计算、数字孪生——花里胡哨的名词天天往你脸上砸。另一边呢?现场还是老样子:传感器松动、电磁干扰、操作工偷偷掰掉安全门锁……说实话,有时候真想骂人。
但话又得说回来,没有PLC,就没有现代制造。这个小铁盒,扛着油污、震动、高温,二十四小时不眨眼,比人类靠谱多了。⚠️ 然而,一旦它发起脾气来,就是一场噩梦。我记得去年有个项目,一条包装线莫名其妙每七分钟停一次,查了三天,最后发现是接地母线被铲车撞歪了。接地!你说上哪儿说理去?
PLC:老伙计的矛盾与进化
 PLC:老伙计的矛盾与进化
PLC:老伙计的矛盾与进化
PLC这玩意儿吧,从继电器柜进化到今天,内核其实没变——循环扫描,梯形图,I/O刷新。可外面的世界变了。现在甲方动不动就要“数据上云”“远程运维”,你总不能拿个串口通讯去糊弄吧?于是各大厂商拼命给PLC加料:S7-1500把OPC UA嵌进去,日系直接搞了C语言功能块,倍福更是玩起软PLC,一台工控机全包了。
但性能提升真的带来效益了吗?说不好。去年给一个汽车零部件厂做改造,用了最新的安全PLC,支持PROFIsafe,理论上完美。结果调试的时候,安全力矩关断信号和普通急停搅在一起,逻辑互锁做得人想跳楼。最后还是在硬件上加了几个强制断开触点才解决。算法再先进,物理层永远是自动化人的修罗场。
我有时候觉得,行业里对“智能”的追逐,有点像给拖拉机装自动驾驶——行是行,可成本呢?维护呢?现场电工看得懂吗?出了故障是不是还得千里迢迢请原厂工程师?这些问题,PPT里从来不会写。
不过话说回来,有些进步确实香。比如现在的PLC仿真环境,MCD(机电一体化概念设计)可以在电脑上虚拟调试,至少不用像以前那样,程序写完眼巴巴等机械装完才能动。✅ 这玩意儿省出的时间够喝好几顿酒了。
问:小厂想搞自动化,PLC选国产还是进口?
答:这得掰扯掰扯。如果是逻辑简单、点数少、对节拍要求不苛刻,国产台达、汇川完全够用,省钱还耐造。但要是涉及高速计数、运动控制、或者必须对接某些老外的MES系统,劝你别省那几千块,上好点的西门子或三菱。售后响应也关键——进口品牌在二三线城市的支持有时真不如国产,一个电话人两小时能到,比什么远程诊断都实在。
问:PLC和PAC该怎么选?
答:本质上是一回事了,现在边界特模糊。如果你未来三五年肯定要加机器视觉、数据库交互、大量网通,直接考虑PAC或者软PLC平台,比如倍福那种,扩展起来没那么痛。否则就传统PLC,简单稳定,电工还容易上手。记住——技术越高级,对维护人员的要求就越指数级上升。
智能传感器:我该信数据还是信老师傅?
这两年,IO-Link、智能传感器炒得火热,每颗传感器都带ID、带诊断,听起来像工业4.0的童话。💡 于是很多厂跟风上马,全线换了智能流量计、智能振动传感器,想着预测性维护大展拳脚。结果呢?数据洪流把服务器冲垮了,真正有用的报警被淹没,最后依然靠巡回点检的老师傅拿听音棒判断轴承状况。
我亲眼见过一个可笑案例:某家电工厂监测电机振动,机器学习模型报警精度99.9%,然而那0.1%的漏报直接导致压机轴抱死,停产三天。后来复盘——训练数据里压根没包含这种缓慢劣化的模式。不是传感器不行,是我们对数据的依赖太傲慢了。
但也不能一棍子打死。有家德资汽车线束厂,用IO-Link检测端子压接高度,实时SPC分析,每10万次自动微调压机参数,不良率从120PPM直接降到8PPM。这东西关键在工艺理解,不在技术本身。传感器只是眼睛,大脑还得靠人。
而且,智能传感器带来的最大好处,可能不是那些花哨的预测,而是
——减少布线。 真的。你去看看一条柔性产线几十个传感器,如果全走传统模拟量,那电缆托盘重得能压塌天花板。IO-Link一根标准电缆传码化数据,拓扑简化不是一点半点。这一点上,我举双手赞成。✅
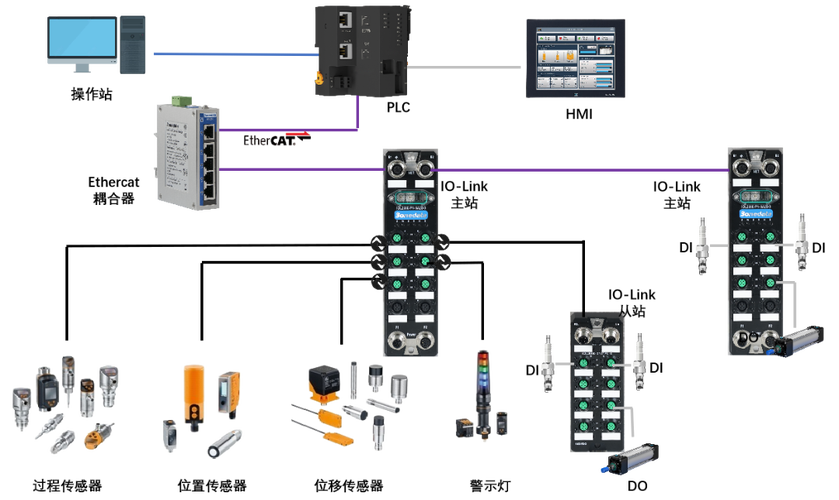 工厂自动化产线上闪烁信号灯的IO-Link智能传感器集群
工厂自动化产线上闪烁信号灯的IO-Link智能传感器集群
问:老设备改造,加智能传感器划算吗?
答:看目的。如果是为了收集数据做精益改善,还是洗洗睡吧,老设备底层通讯协议都搞不定,硬上各种网关,投入产出比极差。如果是为了关键工位的防错或质量追溯,值得。比如在旧冲床上加装智能位移传感器,防止叠料,这种直接止损的项目,通常半年回本。千万别为“数字化”而数字化。
问:怎么判断振动传感器数据是真是假?
答:哈哈,问到痛处。首先得排除干扰——旁边有没有冲床?有没有叉车路过?选型时注意频响范围,安装必须用胶粘或螺栓紧固,磁座吸在油漆上纯粹是糊弄鬼。然后,一定要做基线,空载跑一个周期,把正常频谱存下来对比。没有基线的振动分析,基本等于算命。最后,相信我,时不时去现场用榔头柄抵着轴承座听一听,比任何高级算法都诚实。
柔性自动化:一场豪赌
这些年,大家都在喊“小批量多品种”,于是柔性自动化成了香饽饽。AGT小车满地跑,机器人夹具快换站,一条线能产几十种变型。技术确实炫,可经济账一算,很多人脸就绿了。
举个例子,某新能源企业搞全自动模组线,AGV背负机器人柔性组装。设计时雄心勃勃,实际运营后,调度算法总是死锁,两个机器人争抢同一工位,或者AGV没电趴窝堵死通道。最后被迫划出固定路径,柔性成了一句空话。柔性不是无限度的,物理空间和时间永远是硬约束。
但反过来,不做柔性也不行。我一个客户做液压阀块,原来专机线十年没变过,现在客户要求变更多得眼花。被迫上柔性制造单元,机器人抓料,零点定位托盘,换型时间从四小时压缩到十五分钟。虽然前期投资让人心疼,但算上返单和人工,三年下来居然还赚了。所以说,柔性自动化就像赌博——关键看你对市场变化的预判准不准。
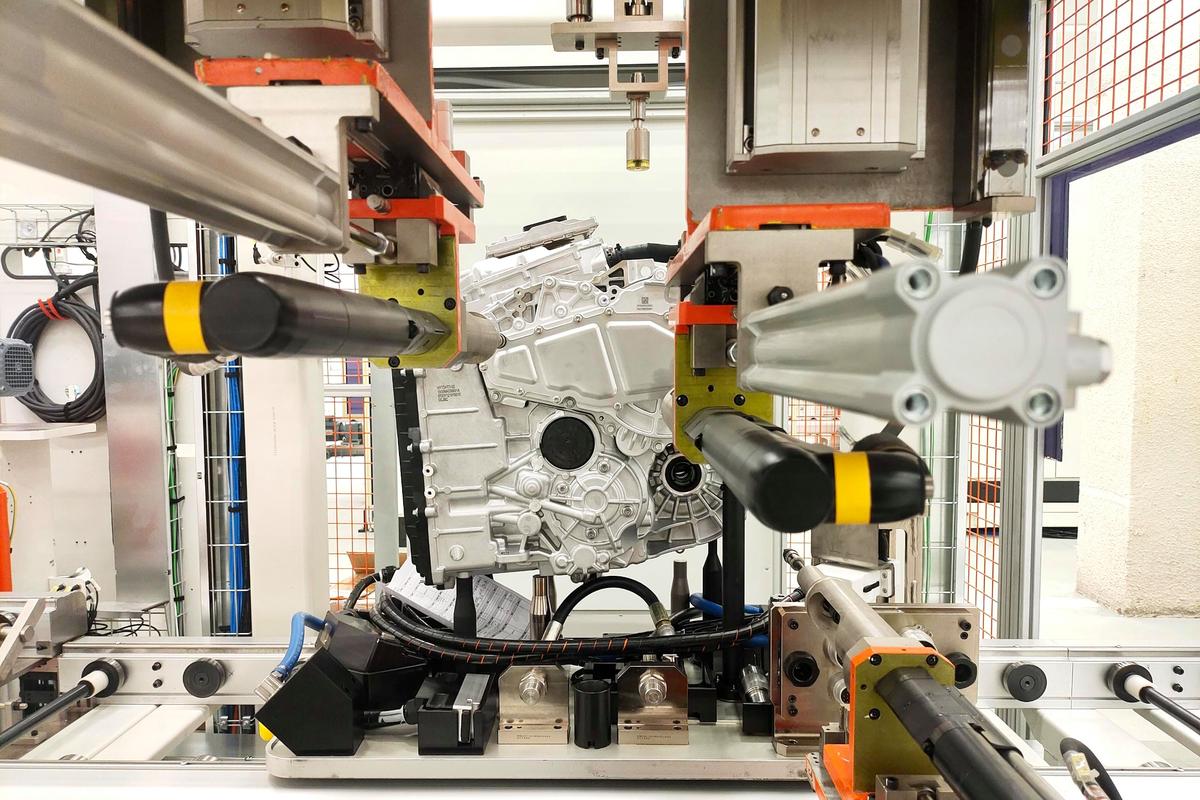
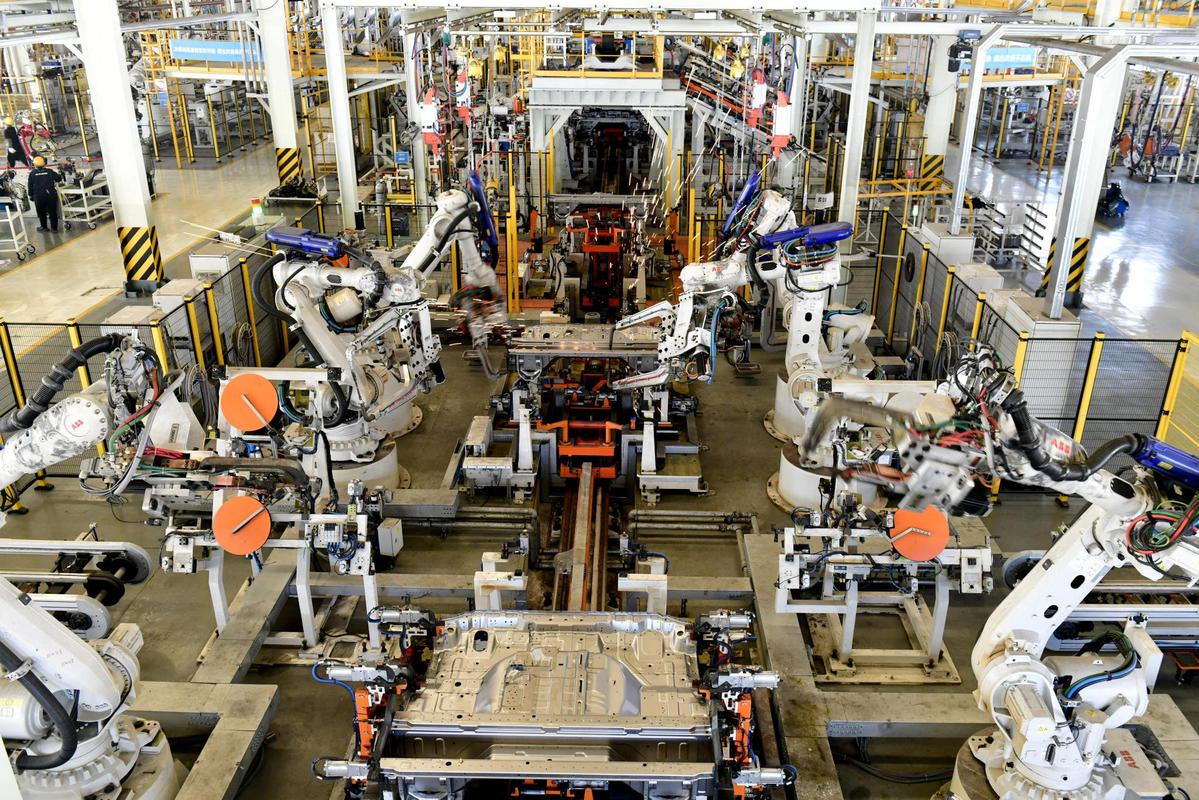 汽车工厂内机器人柔性焊接线体多车型共线生产场景
汽车工厂内机器人柔性焊接线体多车型共线生产场景
最让我感慨的是,很多工厂在“无人化”的道路上狂奔,却忽略了最基本的问题:标准化。工装夹具不通用、产品来料公差巨大、甚至BOM表都经常错——这种情况下上自动化,简直就是灾难。一位日本顾问说过:先做流程标准化,再做自动化,最后才是智能化。 可我们常常反过来,以为买了设备就是现代化。可叹。
问:自动化设备突然出现莫名其妙故障,怎么排查?
答:这种时候,需要深呼吸。首先,区分是机械、电气还是程序。看报警灯——很多故障只是传感器被遮挡或者气压不够。其次,拿出手机拍下整个工位的当前状态,有时候关键线索就在画面角落里。如果程序没动过,大概率是信号问题:线头松动、继电器粘连、光幕被油污遮挡。实在没招,断电重启——虽然低端,但有效率的惊人。不过记得先备份当前数据,否则哭都来不及。
问:自动化升级后,工人会不会抵触?
答:会,绝对会。我见过投几千万上的立体仓,工人嫌弃拣货慢,故意把输送线急停拍坏。这事不能硬来,得提前沟通。让他们参与设计,说说哪里最累最想机器替代,然后培训骨干当线长,工资加一点。设备调试时,允许他们旁观看热闹,甚至故意设几个小故障让他们解决,建立成就感。自动化不是取代人,是让人做更有价值的事——话虽老套,但只要钱给够、尊重到位,多数人是接受的。