机器人焊接技术:实战中踩过的坑与真知灼见
去年在无锡一家结构件厂,他们花200万上了一套机器人焊接工作站,结果三个月没正常运行。操作工不懂编程,工件精度又差,焊缝位置天天偏。老板气得拍桌子——这他妈不是交智商税吗?但你没辙,招焊工越来越难,年轻人宁愿送外卖也不干这活,焊接自动化是条不得不走的路。
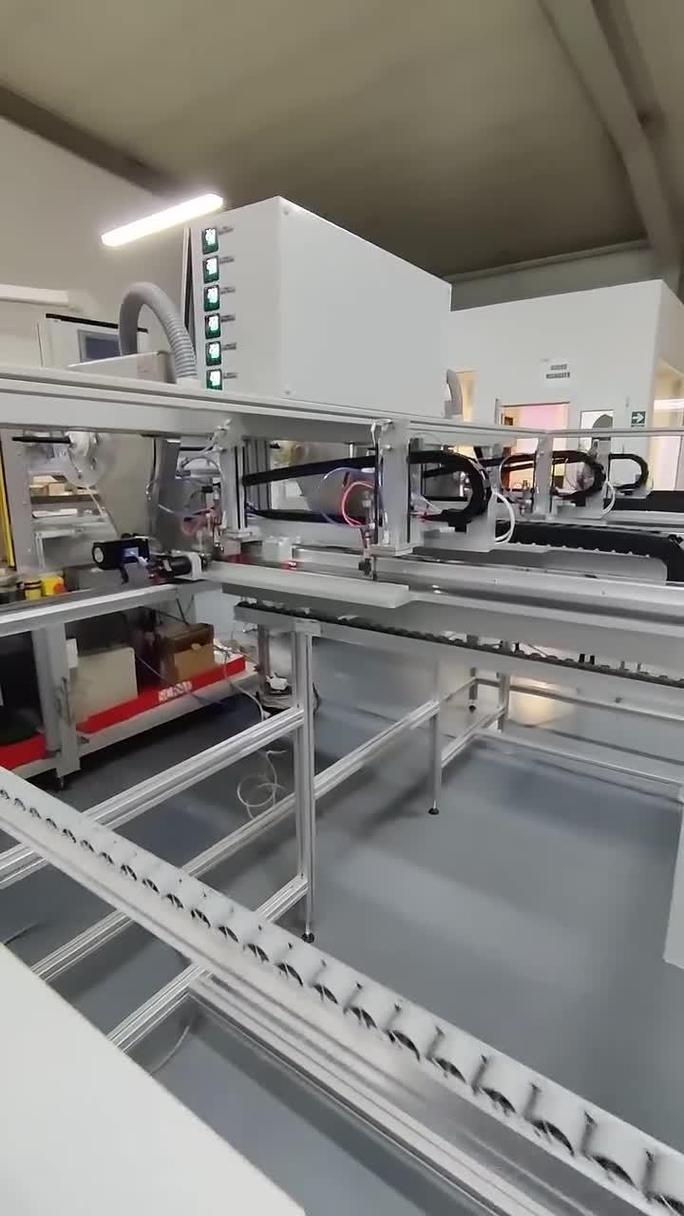
 双工位机器人焊接工作站带变位机
我去年给一家做农机配件的厂做工艺方案。他们用80%Ar+20%CO2混合气,焊丝1.2的实心,焊接电流280A,按理说挺常规的。但焊缝成型总是不良,飞溅大。排查一圈,最后发现是导电嘴磨损了,工人觉得还能用就不换。就这个小东西,让整个产线停了两天。所以啊,焊接自动化里,经验细节比算法重要一万倍。
激光焊缝追踪传感器现场焊接
协作焊接机器人工作站中小厂
好了,这篇文章可能是散散的,没想写成教科书。焊接的世界太大太深,我只是把这些年踩的坑、见到的好东西分享出来。希望能让新入行的朋友少交学费。毕竟,咱们工业人的每一分钱,都是焊花烫出来的。
双工位机器人焊接工作站带变位机
我去年给一家做农机配件的厂做工艺方案。他们用80%Ar+20%CO2混合气,焊丝1.2的实心,焊接电流280A,按理说挺常规的。但焊缝成型总是不良,飞溅大。排查一圈,最后发现是导电嘴磨损了,工人觉得还能用就不换。就这个小东西,让整个产线停了两天。所以啊,焊接自动化里,经验细节比算法重要一万倍。
激光焊缝追踪传感器现场焊接
协作焊接机器人工作站中小厂
好了,这篇文章可能是散散的,没想写成教科书。焊接的世界太大太深,我只是把这些年踩的坑、见到的好东西分享出来。希望能让新入行的朋友少交学费。毕竟,咱们工业人的每一分钱,都是焊花烫出来的。
从“买机器”到“用机器”,这中间隔着一条鸿沟
现在搞焊接自动化的有两种。一种是有钱的金主,指定要发那科、库卡,配激光焊缝追踪,一套下来百来万,调试起来工程师自带光环。另一种是中小厂,花十几万买国产机器人,配个摆动功能,以为能省下十年焊工工资,结果焊出来全是气孔咬边。不是说国产不好——深圳几家做协作焊接的还真不错——但你必须明白,焊接机器人不是孤岛设备,它是一个系统。变位机、工装夹具、保护气体的流量、焊丝的干伸长……任何一个环节掉链子,机器人就是一堆废铁。 双工位机器人焊接工作站带变位机
我去年给一家做农机配件的厂做工艺方案。他们用80%Ar+20%CO2混合气,焊丝1.2的实心,焊接电流280A,按理说挺常规的。但焊缝成型总是不良,飞溅大。排查一圈,最后发现是导电嘴磨损了,工人觉得还能用就不换。就这个小东西,让整个产线停了两天。所以啊,焊接自动化里,经验细节比算法重要一万倍。
双工位机器人焊接工作站带变位机
我去年给一家做农机配件的厂做工艺方案。他们用80%Ar+20%CO2混合气,焊丝1.2的实心,焊接电流280A,按理说挺常规的。但焊缝成型总是不良,飞溅大。排查一圈,最后发现是导电嘴磨损了,工人觉得还能用就不换。就这个小东西,让整个产线停了两天。所以啊,焊接自动化里,经验细节比算法重要一万倍。
焊缝追踪(Seam Tracking)——听起来很性感,用起来得掉层皮
现在销售跟你吹,什么激光视觉、电弧传感,能实时调整焊缝偏差。没错,理论上确实行。但实际应用中,弧光、烟尘、工件表面的锈皮能把激光点搞得面目全非。我试过某品牌的视觉传感器,在实验室里精度±0.1mm,到了车间,焊接飞溅粘在镜头上,十分钟就得擦一次,否则就瞎。更坑的是,有些系统补偿滞后严重,转弯的时候根本跟不上,熔池直接偏到坡口外面。 问:智能焊缝追踪到底值不值得投钱? 答:这得分场景。如果是大批量、工件精度稳定(比如汽车零部件),靠工装保证定位,没必要上视觉,机器人重复定位精度就够了。但如果是小批量多品种,或者你上游的激光下料件尺寸误差大,那就得老老实实上追踪。不过别迷信全自动——推荐“激光寻位+电弧跟踪”组合,寻位先找到起始点,电弧在焊接过程中微调。成本可控,可靠性高些。 还有个坑:很多系统要求编程者把焊接路径预编程,然后用追踪来修正。编程本身就很耗时。现在有免示教技术,比如用CAD模型直接生成路径,或者视觉扫描工件自动规划。但说实话,目前还不成熟,对复杂结构件,还是得经验丰富的工艺员手动调。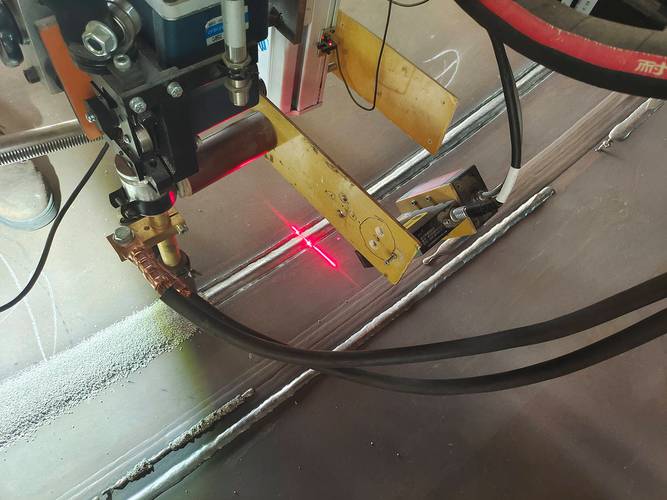 激光焊缝追踪传感器现场焊接
激光焊缝追踪传感器现场焊接
焊接工艺评定(WPQR)在自动化时代的新麻烦
一提到焊接工艺评定,老焊工就烦。以前手工焊,换个参数偷偷摸摸就干了,反正焊完打磨好看不出。可机器人不行,每个参数都记录得明明白白,甲方要追溯,你跑不了。最近做的一个出口项目,要求AWS D1.1标准,冲击韧性-29℃要大于27J,我们药芯焊丝换了三次品牌才过。因为机器人焊接速度快,线能量比手工焊小,冷速快,热影响区容易出现脆硬组织。你得重新调整预热温度和层间温度,甚至得用低氢焊材。 问:自动化焊接的工艺评定和手工焊有什么区别? 答:核心是热输入控制更精确了,但也更敏感。比如同一台机器,同样的参数,早上冬天和下午夏天的焊缝性能可能有差异,因为环境温度影响了冷却速度。所以需要更严格的参数监控,最好加上温度传感器。有些做高端结构的厂已经开始用AI分析电参数波形,提前预测气孔缺陷——这招确实牛逼,但烧钱。 我见过最离谱的是,一个做压力容器的客户,机器人焊环缝,明明工艺评定合格了,产品抽样时却断在焊缝。最后查出来是焊枪角度在圆筒转动时发生了微小变化,导致熔深不足。这种动态协同的问题,只有实际焊几百个工件才能暴露出来。所以,任何自动化焊接上线后,必须做生产过程验证测试(Production Test),不能只靠实验室的评定报告。人还是不可替代?或者,新一代“焊工”已经变了
总有人说,机器人焊接普及了,焊工会失业。实话告诉你,不是淘汰,是转型。现在缺的不是拿焊枪的人,缺的是懂工艺、会编程、能分析数据的焊接工程师。一个优秀的机器人编程员,得明白焊接冶金,能调脉冲波形,还得会设计工装,甚至懂点机器视觉。我认识一个90后,以前是学计算机的,现在专门给焊接机器人写离线编程软件,年薪40万。他连仰焊都没亲手干过,但能把熔池动态仿真做得超逼真。 当然,有些活儿机器还干不了。比如工地上的管道固定口焊接,空间狭窄,机器人进不去,还得靠老焊工爬进去带着面罩烧。但不可否认,协作焊接机器人(Cobot)正在悄悄占领那些之前认为不可能自动化的领域。像Fronius的Cobot焊机,拖拽示教,不用编程,焊工直接拉着机械臂教一遍,它就能重复。这个对中小厂诱惑力太大,几乎零门槛。 不过我还是想吐槽:现在一些集成商,把焊接机器人吹得跟万能一样,一交钥匙就跑,售后根本跟不上。出了故障,要么等三天来工程师,要么远程视频让你自己排查,气死个人。选供应商,一定看他们在同行业有没有成熟案例,别当小白鼠。 问:中小厂家如何低成本启动焊接自动化? 答:先上简单的。买一台协作焊接机器人,配焊接专用程序包,不要一开始就搞视觉系统。培训一个懂焊接的年轻人学编程,比招个软件工程师靠谱。从碳钢厚板开始,工艺难度低,快速见效。等你尝到甜头,再慢慢加激光追踪、变位机。千万别指望一步到位全自动,那只会半途而废。 最后说件让我触动的事。前阵子去一家做钢结构的厂,他们用机器人焊H型钢主角焊缝,效率比人工高三倍,而且焊缝表面光洁度好得不需要打磨。老板说,当年他带徒弟,一个干活十个看,现在机器干,年轻人学编程,还体面。焊接这个古老的行当,正在脱胎换骨。我们这代人,可能是最后一批经历过手工焊辉煌的了吧。有点感慨。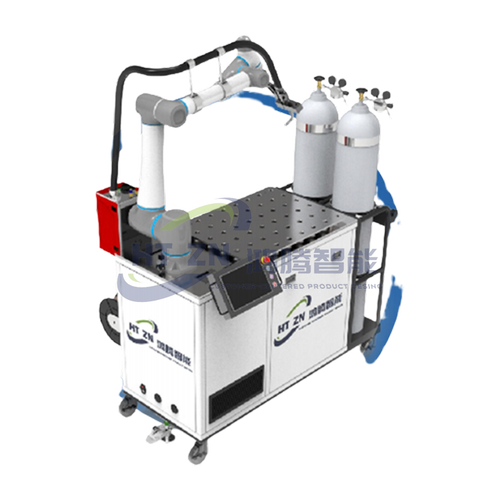 协作焊接机器人工作站中小厂
好了,这篇文章可能是散散的,没想写成教科书。焊接的世界太大太深,我只是把这些年踩的坑、见到的好东西分享出来。希望能让新入行的朋友少交学费。毕竟,咱们工业人的每一分钱,都是焊花烫出来的。
协作焊接机器人工作站中小厂
好了,这篇文章可能是散散的,没想写成教科书。焊接的世界太大太深,我只是把这些年踩的坑、见到的好东西分享出来。希望能让新入行的朋友少交学费。毕竟,咱们工业人的每一分钱,都是焊花烫出来的。