如何为你的零件选择锻造方式?自由锻与模锻的实战取舍
说真的,我见过太多工程师在项目初期就一头扎进模锻方案,仿佛自由锻是上世纪的古董——不,它有用得很,而且能省下一大笔钱。只是有些人不了解罢了。锻造这个行当,说到底就是“打铁”,但现代打铁已经玩出花来了:钛合金、镍基高温合金,上千吨的压机,精度控制到微米。可核心矛盾还是那几个:成本、周期、性能。今天咱们就掰扯掰扯,自由锻和模锻到底该怎么选,以及一些血泪教训。
自由锻:糙汉子也有春天?
自由锻,简单说就是上下砧板把红热金属反复锤打,不用模具——听起来很糙,但它的优势恰恰在于糙。大型船用曲轴、发电机转子,这些大家伙,你给做个模具?一套模具费够买半条船了。自由锻能搞定的单件重量,上百吨都不是事儿。而且,锻造比这个指标在自由锻里好控制,大变形量压合内部疏松,晶粒细化效果很实在。不过,形状复杂的件就别想了,全靠操作工手艺——现在用智能压机轨迹控制能好很多,但依然是个技术活。
 大型自由锻造水压机车间实拍
大型自由锻造水压机车间实拍
我记得有个案例:一个风电主轴订单,才8根,客户非要一模锻,模具费加开发周期比料钱还贵,老板脸都绿了。其实自由锻粗加工后上数控,完全没问题。可惜,有些采购不懂,以为模锻就一定更精确。说实话,自由锻后的机加工余量是大了点,但综合成本算下来,小批量稳赢。就是别让新手干,裂纹、折叠这些缺陷一不留神就出来了。
模锻:精打细算的魔术
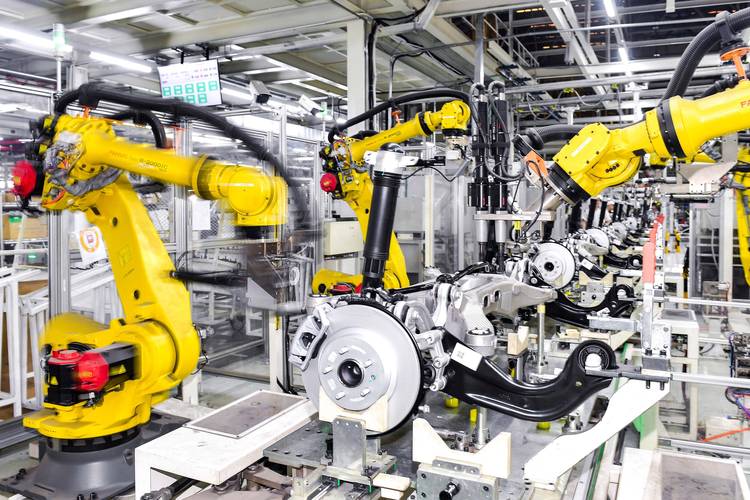
模锻则相反,大量生产时,那个成本摊薄下来,跟白送一样——打个比方,汽车连杆,一模出多件,每分钟几十个,出来直接接近净形,材料利用率高得惊人。但前期投入能让你心肝颤:模具钢、加工中心、仿真模拟,哪样不是钱?而且设计不好,锻不满、充形困难,改模能改到怀疑人生。预锻、终锻、切边校正这些工序排不好,效率直接腰斩。现在流行铝合金锻造,比如底盘控制臂,用等温模锻,组织均匀性比铸造强太多,就是模具寿命短得离谱,氮化处理也扛不住。
 汽车控制臂铝合金模锻模具及锻件
汽车控制臂铝合金模锻模具及锻件
我经常跟年轻工程师讲,模锻前一定做数值模拟,Deform、Simufact用起来,别靠经验硬猜。碰到过一个厂,模锻齿轮坯,老路师傅凭感觉设计桥部,结果充不满,废了一批。后来上了SIMTEK仿真,发现是毛边槽问题,改一下,成材率从82%飙到96%。💡这钱花得值。
QA:实战中那些挠头问题
 QA:实战中那些挠头问题
QA:实战中那些挠头问题
问:我们公司要开发一个不锈钢阀体,年需求大概500件,到底用哪种锻造方式?自由锻担心一致性差,模锻又怕模具摊销太高。
答:500件这个量,很尴尬。我通常会建议先看形状复杂度:如果阀体内腔复杂、有法兰台阶,模锻其实是首选,因为自由锻后面机加工量巨大,而且内腔要靠刀具掏,成本巨高。至于模具费,不锈钢模锻模具寿命可能有限,但你可以考虑用模块化模具,只换关键芯子,节约点。实在不行,开模前做个DFM评估,现在不少锻压厂免费帮你算。✅千万别硬上自由锻然后CNC狂切,材料钱也是钱啊。
问:锻件出来发现端面有裂纹,热处理之前能判断原因吗?
答:淬火前发现的裂纹,多半是锻造过程的问题。最常见是锻造温度过低,还在死锤,材料塑性不够;或是变形量太大、速度太快,剪切应力超出能力。也有可能是原材料缺陷,比如皮下气泡或夹杂。肉眼不好判,赶紧切个金相,看裂纹两侧有没有脱碳层——有脱碳说明锻造时就裂了,没脱碳可能毛坯缺陷。😩我碰到过最惨的,是锰钢锻件冷却太快,表面应力裂纹像蜘蛛网,整批次报废,心疼死。
现代锻造的智能升级:不再靠师傅手感
这几年,锻造行业最大的变化就是数字化。以前老师傅敲砧子听声辨温,现在红外热像仪+闭环控温,误差±5℃。压机装位移传感器、力传感器,实时回弹补偿,锻件厚度公差能到0.3mm以内——早些年想都不敢想。还有个趋势:近净成形锻造越来越受宠,结合冷温锻,齿形直接锻出来,省掉滚齿。特别是新能源汽车的电机轴,空心轴锻造+旋压,壁厚能薄到3mm,扭矩还贼高。
 新能源汽车电机轴锻造生产线自动化
新能源汽车电机轴锻造生产线自动化
不过,智能不代表万能。数据量一大,有些厂只收集不分析,傻眼。APS排产结合MES,理论上完美,实际一旦设备故障,计划全乱。所以我还是信奉:基础工艺搞扎实,再谈智能。❗️别盲目跟风。
说到底,锻造选型就像找对象,没绝对好坏,看匹配。自由锻单件成本低但余量大,模锻前期疼后期爽。材料利用率、模具寿命、机加工量、产能都拉到一个表格里算总账,该模拟就模拟,别凭感觉拍板。还有,多和锻造厂一线聊聊,他们的血泪能让你少走弯路——这话不能再真了。