消失模铸造这十年:从“骗人的泡沫”到利润主力,我经历了什么
上个月,有个客户拿着个薄壁铝合金壳体来,三维图一打开——筋条纵横交错,壁厚最薄处才2.8毫米,传统砂铸根本没法干。
我说,试试消失模。
他当场就笑了:“那个泡沫塑料?能行吗?强度够不够?”
我没多解释,只是把手机里存的一段视频给他看——那是去年我们给某新能源车企做的一体化水冷电机壳,也是密密麻麻的螺旋水道,消失模干出来的,试压3兆帕不漏,表面粗糙度Ra12.5都不到。
他沉默了一会儿,说:“这看着不像铸造啊,倒像精加工出来的。”
其实这种反应我见多了。干了二十八年铸造,前十五年都在玩潮模砂、树脂砂,2013年第一次接触消失模时,我也觉得这玩意儿悬——白模气化、负压浇注,稍有闪失就是皮下气孔、碳渣缺陷。可后来发生的事情,让我彻底改了看法。
泡沫模的逆袭:从实验品到产线骨干
消失模铸造在国内真正火起来也就是近十年的事。早些年,大家提起它,要么联想到低端衬板、锤头,要么直接定性为“实验室工艺”。2015年我去山东一家铸造厂参观,他们的消失模车间窝在厂房角落里,灰尘足有半寸厚——厂长原话:“这破工艺,废品率30%,早停掉了。”
可偏偏就是那几年,几个关键问题被逐个击破。
首先是涂料。 以前用膨润土+水玻璃,透气性差、强度低,浇注时涂层一裂,金属液钻进去就是气孔。现在呢?水基快干涂料、纳米改性涂料,透气率能精确控制在15-25之间,浸涂完放烘干窑里40分钟就能用——这是2018年之后才普及的技术。
其次是振实台。 老式的一维振动,白模放进去,填砂总在某些死角架桥。如今三维振实、变频微振,配合雨淋加砂,型砂紧实度均匀得跟数控压出来似的。我2019年换了一套台湾产的振实台,废品率直接从18%砸到4%——当时在现场盯着试机数据,忍不住爆了句粗口,因为太特么值了。
 消失模铸造振实台填砂现场
消失模铸造振实台填砂现场
再后来就是泡沫模数控切割和自动粘接。原先做白模全靠手工,一把美工刀、一瓶冷胶,精度看心情。现在用三维建模直接驱动切割机,±0.2毫米的精度,复杂流道一次成型。说实话,就因为这个,我们才敢接那个薄壁壳体——手工根本粘不出那种结构。
问:消失模铸造到底适合什么产品?是不是只能做小件?
 问:消失模铸造到底适合什么产品?是不是只能做小件?
问:消失模铸造到底适合什么产品?是不是只能做小件?
答:这话搁十年前可能对,现在早就过时了。消失模的优势恰恰在于复杂结构一体化成型——管类、壳类、带内腔的、需要多条砂芯的,用消失模省掉下芯环节,尺寸稳定性反而更好。我们现在的产品线,最小的不到200克(涡轮增压器叶轮),最重的做到1.2吨(大型阀体)。至于壁厚,我知道有同行用消失模干出过1.5毫米的铝合金薄壁件,当然那个要真空低压浇注配合。关键看三点:产品结构是否复杂、是否有内腔或深孔、批量是否足够摊掉白模成本。如果是简单厚大件,老老实实用树脂砂更划算。
那些年踩过的坑:碳缺陷与真空度的较量
消失模最让人头疼的,永远是碳缺陷。聚苯乙烯泡沫气化不充分,碳原子残留在铸件里,形成亮晶晶的薄膜或者皱皮,打压时必漏无疑。2016年我们给一个液压件供货,首批48件,32件因为内腔渗漏退货——赔了将近二十万,那阵子我睡觉都梦见碳渣。
后来是怎么解决的?三个方向:
- 泡沫密度:别用高密度的,0.016-0.022g/cm³就够,密度越低气化越彻底;
- 浇注系统:改底注为阶梯式,增加横浇道截面积,让金属液平稳充型,别把泡沫模冲碎;
- 真空度:不是越高越好,我们反复试验,对于铝合金件,-0.03到-0.04MPa的负压最合适,既能抽走气体又不至于把涂料吸裂。
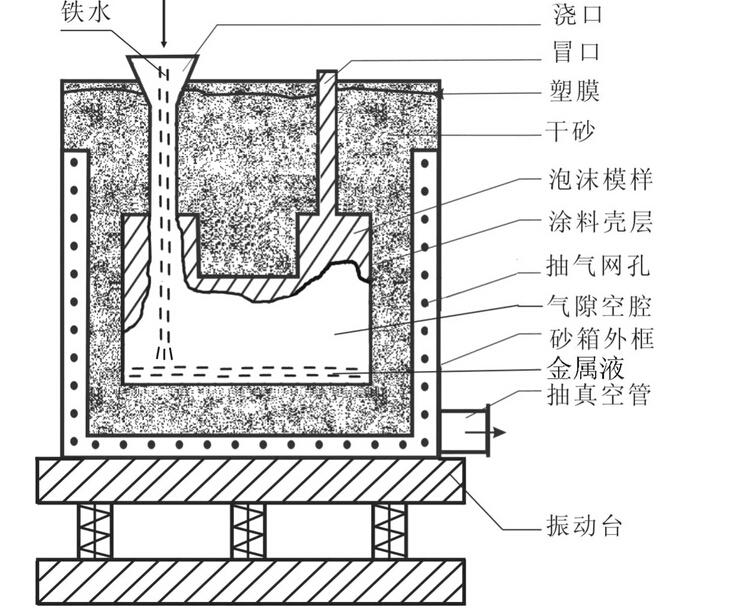 消失模铸造浇注系统设计剖面图
消失模铸造浇注系统设计剖面图
特别是那个真空度,业内很多人盲目追求高负压,结果适得其反。我记得有一批试制件,真空泵开到-0.06MPa,浇出来的铸件表面全是涂料夹杂——因为负压太大,涂层被内压压碎了。后来降到-0.035MPa,问题迎刃而解。
问:都说消失模成本高,真实对比传统砂铸到底贵在哪?
答:只看吨铸件成本,消失模确实不占优——白模材料费、涂料、烘干能耗加起来,每吨可能贵800-1500元。但账不能这么算。首先,它省去了制芯、合箱、落砂工序,人工直接减少40%以上;其次,铸件尺寸精度高,加工余量小,以那个电机壳为例,内腔基本不留余量,加工费每件省了60块;再者,废品率下来之后,综合交付能力提高,客户愿意为稳定质量多付钱。我们算过,年产量超过200吨的复杂件,消失模的综合成本反而比树脂砂低15%-20%。所以,别被材料单价唬住,要看整个工序链。
行业乱象:疯狂内卷与工艺尊严
 行业乱象:疯狂内卷与工艺尊严
行业乱象:疯狂内卷与工艺尊严
最近几年,铸造行业不好干,环保压力、原材料涨价、人工难招。有些厂把消失模当成了救命稻草——不管什么件都敢上,工艺参数瞎搞,甚至用回收料做白模,结果出来一堆废品,反过来骂工艺不行。唉。
上周去一个铸造聚集区,三家消失模厂,两家在低价抢单,铸铁件含税价压到九千五一吨——这价格连能源成本都盖不住。老板跟我诉苦,说没办法,不接就没活。可我看着那粗糙的涂料层、老旧的振实台,心里清楚,这种干法,品质永远好不了。
铸造是个良心活。 尤其是消失模,看不见摸不着的过程控制太多:白模密度、涂料透气性、烘干程度、负压曲线……哪一环偷懒,缺陷就在那里等着你。有一次,一个新来的工人图省事,烘干时间不够就把模簇埋砂了,结果整炉铸件皮下气孔,全报废。我没发火,只是让他把废件搬到自己工位前,放了一个月。
真的,这个工艺不复杂,但容不得**差不多**。
未来方向:微球泡沫与数字化
 未来方向:微球泡沫与数字化
未来方向:微球泡沫与数字化
今年三月份,我去上海看了铸造展。两家企业展出了新型共聚物微球泡沫——粒径均匀、发泡倍率可控,气化残留物几乎为零。就是价格太贵,目前只用在航空航天铸件上。但我相信,用不了五年,成本会下来。另外,数字化浇注模拟软件现在也很成熟了,充型过程、凝固顺序、缺陷预测,输入参数就能跑,免去大量试错。我们去年上了ProCAST,第一年就省了二十多万的试制费。
说这么多,其实就是想表达:消失模不是万能药,但在它最适合的领域,已经完成了从“忽悠”到“利器”的蜕变。我当然怀念二十年前用粘土砂手工造型的日子,那时候节奏慢,铸件也敦实。可时代变了——客户要轻量化、要集成化,那我们就得拿得出相应的工艺。
泡沫塑料?没错,就是这团泡沫,撑起了我们车间近两年60%的利润。
挺好。