高端装备:国产数控机床爬上来了,但别高兴太早
先说个事儿。上周去华南一家做航空结构件的厂,车间里清一色德国进口的DMG五轴机,旁边孤零零立着台国产的五轴——济南二机的。老板苦笑着跟我说,买来两年了,精度没掉,但那个操作界面……「工程师用着跟解谜似的」。说实话,前几年我们嘲笑国产机床是「铁疙瘩」,现在真不是了。不过,从「能转」到「好用」,这中间隔着多少层窗户纸?
五轴联动:终于不再是「纸上谈兵」
大概2018年之前,提到国产五轴,圈内人第一反应就是——「那玩意儿能切动吗?」。当时确实,几个科研院所搞出来的样机,在展会上切切铝合金,看着溜,一到实际工况,热伸长能跑出半根头发丝。你想想,加工一个叶轮要几十个小时,刀尖漂移0.02毫米,整个零件直接报废。那会儿用户宁可花三倍价钱买马扎克,也不碰国产的雷。
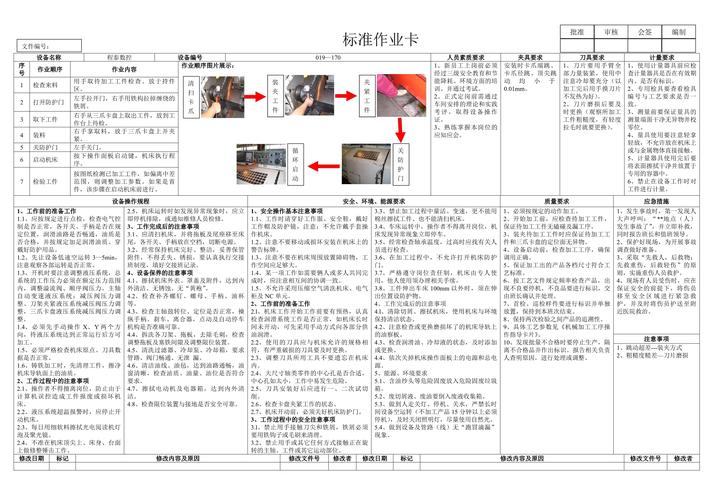
 国产五轴联动数控机床加工航空航天钛合金零件
国产五轴联动数控机床加工航空航天钛合金零件
现在不一样了。科德数控、北京精雕这些企业,把床身铸件时效处理做到了变态级:比如科德搞的「矿物铸件」,热膨胀系数比铸铁低一大截,再加上全闭环光栅尺,定位精度能稳在±3微米。这个数什么概念?基本摸到德玛吉的屁股了。但别急着高兴——人家那个精度是二十年前就实现了的,而且是在24小时不停机的状态下。
问:国产五轴机床现在到底能不能买?
答:看干什么活。要是粗加工,或者精度要求不超过IT6级,大胆买,确实省钱。我们算过账,同样规格的五轴机,国产价格只有日本品牌的1/2到2/3,而且交货期快,售后服务随叫随到——这点比老外强太多。但要是做模具精加工,要求镜面效果、连续加工72小时,我建议还是咬牙上进口的。不是说国产不行,是「一致性」还差点火候。比如主轴振动值,进口的能控制在0.5mm/s以下,国产有些用到两三年后会漂,导致表面纹路出来就不匀了。
工业母机背后的「隐形冠军」
很少有人聊机床的「内脏」。其实高端装备的突破,常常卡在一些不起眼的部件上。举个例子:数控系统。发那科、西门子、海德汉这三家占了全球大半市场,国产的华中数控、广州数控追了十几年,现在总算在低端市场站稳了。但高端五轴需要的RTCP功能、动态前瞻控制,国产系统……这么说吧,能用,但用着别扭。我亲眼见过一个编程的,本来用海德汉系统半个小时出程序,换成华中系统,光调伺服参数就磨叽了一天。这种隐性成本,老板们算过没有?
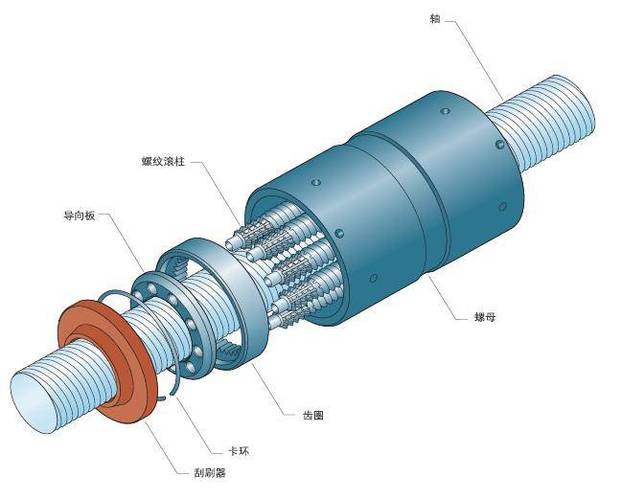 高端数控机床内部主轴与丝杠结构特写
高端数控机床内部主轴与丝杠结构特写
还有丝杠导轨。全世界最好的精密丝杠是日本THK、NSK的天下,国内南京工艺现在能产P2级了,但P1级(最精密级)的成品率极低。关键差距在哪?钢的纯净度和热处理工艺。这些基础材料的东西,真不是砸钱就能立马解决的。不过这两年有转机:国内轴承巨头人本集团开始搞丝杠专用钢材,据说氧含量能做到10ppm以下——要是真能量产,那真是给国产高端装备打了强心针。
问:为什么高端机床的部件这么难突破?
答:因为太「小众」了。全球高端五轴机床一年销量也就几万台,对应的精密部件市场小得可怜,国际巨头早就把利润锁死了。国内企业想进去,前期研发投入巨大,卖又卖不出量,纯粹是情怀加国家补贴撑着。另外,这些东西涉及交叉学科:冶金、力学、微电子、软件……需要那种能跨领域理解的工程师,太稀缺了!
智能制造这趟车,千万别坐反了
最近走访长三角,发现一个趋势:很多民营装备厂开始给机床上「数字双胞胎」。什么意思呢?就是在软件里先建个虚拟机床,所有加工代码跑一遍,看看会不会撞刀、过切,还能优化路径。❝用了半年,废品率降了40%❞,一个做汽车模具的老板跟我讲。他还特意指了指机床上贴的二维码,说现在工人扫码就能调取工艺包,「以前换一个活要调机两小时,现在二十分钟」。这就是实打实的智能制造。咱们别整天把工业4.0挂嘴上,能让车间大妈轻松干活的,才是真智能。
但说实话,很多企业还在为「上不上机器人」纠结。不是没钱,是产线灵活性不够。高端装备往往是小批量多品种,今天做轴套明天做阀体,机器人示教都要半天,划不来。所以现在聪明点的做法是人机协作:用简易机械臂搞上下料,复杂工序还是人工把着。
问:买高端装备时,怎么判断它是不是真智能制造?
答:看三个「通」:数据通不通、工艺通不通、订单通不通。如果设备能自动读取MES的工单,加工参数能根据来料硬度自动调整,故障了能自己发微信报修(哈哈,还真有这功能),那就算有点意思了。如果只是加了个触摸屏就叫智能,趁早拉倒。
最后啰嗦一句:高端装备的比拼,说到底还是基本功。别被各种炫酷概念晃晕了,看精度保持性、看平均无故障时间、看实际加工节拍——这些硬指标上来了,再谈超越。否则,光靠政策喂,出不了「中国德玛吉」。