数控机床选型避坑指南:从参数迷雾到车间实战,这5个细节没人会明说
说真的,干了十五年机床应用,见过太多老板花几十万买回来一台“参数神机”,结果一落地就水土不服。精度乱跳,主轴异响,售后电话被打爆……问题全出在当初选型时没人告诉你的细枝末节里。今天不扯大道理,就扒一扒那些销售手册上不写的致命坑。
你可能会说,我照着行程、主轴转速、刀库容量选不就行了?——天真。去年有个客户,花200万买了台日系五轴,参数漂亮得不得了,结果装到车间二楼,机床自重加震动,楼板直接开裂,你敢信?整个项目延后三个月,还被安监罚款。血的教训。
地基与电源:被忽略的机床“体质”
 地基与电源:被忽略的机床“体质”
地基与电源:被忽略的机床“体质”
一台数控机床的精度寿命,一半靠机械,一半靠安装环境。很多小厂拿个水平仪调调就完事,不出半年,线性导轨磨损,精度全丢。地基不是挖个坑灌混凝土那么简单——要计算动刚度、隔振频率,还得考虑周围冲压设备的震源。我见过最离谱的案例,隔壁厂有台400吨冲床,一冲压,这边加工中心的工件表面直接出波纹,最后只能挖隔振沟,劳民伤财。
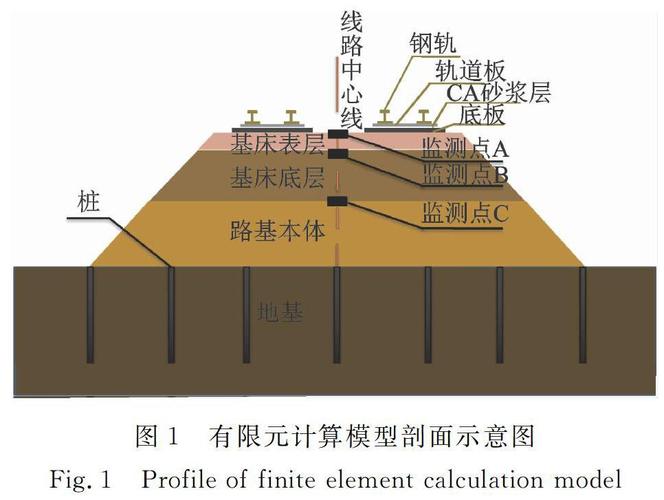
[IMG_数控机床专用地基隔振设计与施工]电源更是个隐形杀手。现在车间里变频器、电焊机一堆,谐波污染严重,数控系统时不时报警“伺服电源异常”,关机重启又好了,查死个人。✅ 建议单独给精密数控机床配隔离变压器,再加个稳压电源,多花两万块,省去几年头疼。
问:小型数控铣床放一楼水泥地面,不用打地基行吗?
答:千万别!哪怕说明书写着“免地基”,你也要看水泥厚度和水平度。我家第一台钻攻中心就是直接放地上,前三个月精度能将就,半年后Y向直线度差0.04mm,一查是地面沉降了2毫米。现在所有设备哪怕小不点都至少做个200mm厚的钢筋混凝土基座,连接楼板的话必须验算载荷,别拿几十万的设备去赌。
丝杆还是线轨?别被销售带偏了
 丝杆还是线轨?别被销售带偏了
丝杆还是线轨?别被销售带偏了
这个问题,厂家宣传的套路深得很。他们会说“线轨速度快,适合批量加工”,没错,但你问他刚性比丝杆差多少?支支吾吾。实际上,同规格线轨的静刚度只有丝杆的1/3,动刚度更低。如果是做模具、不锈钢重切,还选线轨,等着崩刀吧。
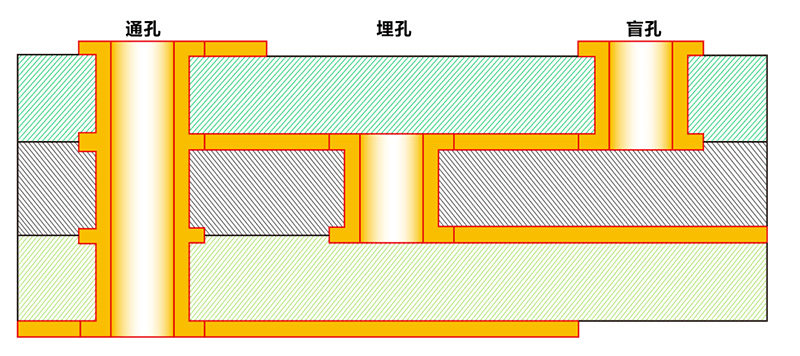
[IMG_数控机床滚珠丝杠与直线导轨刚性对比]当然,线轨也不是没用。3C小零件加工,它就是王者。但❗注意:线轨怕碎屑,一定要配好防护罩,定期打黄油。我们厂有台线轨机,活干得快,但不小心进了铸铁粉,三个月轨道刮花了,精度丧失殆尽,维修报价5万,肠子都悔青。
问:做铝件模具,能用线轨硬扛吗?
答:我的经验,铝件粗加工还行,精加工绝对出纹。特别是深腔模具,用加长刀的时候,线轨的柔性会让刀具产生微振动,模具表面直接报废。除非你是做手机外壳量产的,追求快,不然还是换滚柱导轨或者丝杆机吧。
数控系统:求稳不求新
 数控系统:求稳不求新
数控系统:求稳不求新
现在数控系统越来越花哨:开放平台、AI断刀监测、云机床……听起来很美。但走进现实——新系统bug巨多,后处理不兼容,操作工一脸懵。我们行业有个共识:选数控系统就像娶老婆,过日子得靠谱。发那科31i系列够老了,但备件好找,随便一个维修师傅都能修。某些国产系统,参数设置复杂得要命,客服电话过去自己都不懂。不是说国产不好,但你要有承受能力。
五轴联动加工,系统算法更是核心。同样的曲面,西门子的AC五联动跟某些系统跑出来,表面光洁度肉眼可见的区别。这里面涉及插补算法差异,不是简单配置高低。建议亲自试切,别光看PPT。
另外,系统升级也很坑。新系统一出,旧型号马上停产,备件价格翻番。所以选定一款系统,尽量备一块主板或驱动,防患于未然。这钱不能省。
问:预算有限,东南亚小厂的系统能买吗?
答:慎之又慎。我遇到过一个客户,买了台某品牌系统(不说名字了),用了两年,系统黑屏,厂家已经倒闭,市场上根本找不到主板。最后不得已花6万改造国产系统,费时费力,精度还打折。这种风险小厂根本扛不住,还是选主流品牌稳妥,哪怕二手市场也能淘到配件。
选数控机床,是一门妥协的艺术。没有完美的机,只有适合你工艺的机。看参数表不如去实际加工现场蹲两天,看排屑断屑,看长时间精度保持性,听主轴声音。最后,别以为价格低是捡漏——好多低价机用的是二手导轨、翻新主轴,贪便宜吃大亏。
记住,设备是为你赚钱的,不是让你伺候它。机器稳了,产品质量才稳。

![原创
青岛24小时道路救援拖车-附近24小时流动补胎[距离100米]](http://p3.itc.cn/images01/20230405/44ac03ca51fa4a3da21ab84adae75102.jpeg)